Holen Sie sich ein Zitat
Druckguss von Autoteilen stellt die Kernanwendung der Hochdruckgusstechnologie aus Aluminiumlegierungen im Automobilbau dar. Durch Präzisionsformen wird geschmolzenes Aluminium schnell eingefüllt und unter hohem Druck geformt, um in einem einzigen Arbeitsgang komplexe, maßgenaue und glattflächige Gehäuse- und Strukturbauteile herzustellen. Im Vergleich zu herkömmlichen geschweißten Stahlbaugruppen erzielen Aluminiumdruckgussteile eine Gewichtsreduzierung von 40 bis 60 % und etablieren sich als dominierendes Herstellungsverfahren für kritische Komponenten wie Motorblöcke, Getriebegehäuse, Kühlkörper für LED-Straßenlaternen, Motorgehäuse für neue Energieautos und Ventilgehäuse. Als IATF16949-zertifizierter Druckgusshersteller betreibt Ningbo Jieda Molding & Machine Co., Ltd eine Reihe automatischer Lijin-Druckgussmaschinen von 1600T bis 200T sowie über 80 Sätze von Präzisions-CNC-Bearbeitungsgeräten und implementiert ein geschlossenes Kreislaufmanagement vom Formenentwurf bis zur Lieferung des fertigen Produkts.
Die Aluminiumdruckgusstechnologie dominiert die Automobilindustrie aufgrund ihrer integrierten Vorteile in Bezug auf Materialleistung, Formeffizienz und Kostenkontrolle. Die Dichte der Aluminiumlegierung beträgt lediglich 2,7 g/cm³, weniger als ein Drittel der von Stahl, was eine erhebliche Gewichtsreduzierung bei dünnwandigen Strukturteilen wie Getriebegehäusen und Motorendabdeckungen ermöglicht. Beim Hochdruckgießen werden Füllgeschwindigkeiten von 30 bis 60 m/s erreicht, wobei die Produktionszyklen für Einzelstücke typischerweise zwischen 30 und 90 Sekunden liegen, was es ideal für die automatisierte Fertigung großer Stückzahlen macht. Druckgussteile liefern eine Maßgenauigkeit von CT6 bis CT8 und eine Oberflächenrauheit von Ra3,2 bis 6,3, was eine minimale Bearbeitungszugabe erfordert und eine hohe Materialausnutzung ermöglicht.
| Vergleichsfaktor | Aluminium-Druckguss | Traditioneller Sandguss | Stahlstanzen und -schweißen |
| Einzelteilgewicht | Um 40 % bis 60 % reduziert | Ähnlich | Grundlinie |
| Mindestwandstärke | Erreichbar bei 2,0 mm | Typischerweise über 4 mm | Begrenzt durch Stempelbeschränkungen |
| Maßgenauigkeit | CT6 bis CT8 | CT10 bis CT12 | Abhängig von der Kontrolle der Schweißverformung |
| Produktionszykluszeit | 30 bis 90 Sekunden pro Teil | Mehrere Stunden pro Form | Anhäufung mehrerer Prozesse |
| Oberflächenrauheit | Ra3,2 bis 6,3 | Ra12,5 bis 25 | Ra6,3 bis 12,5 |
Die Daten in der Tabelle zeigen, dass Aluminiumdruckguss unersetzliche Vorteile in Bezug auf Dünnwandigkeit, hohe Präzision und schnelle Umformung bietet. Am Beispiel von Motorgehäusen für neue Energieautos ermöglicht der Aluminiumdruckguss eine Wandstärkenkontrolle innerhalb von 2,5 mm, wodurch das Gesamtgewicht im Vergleich zu Lösungen aus Gusseisen um etwa 45 % reduziert wird. Der integrierte Druckgussprozess eliminiert Dichtungsrisiken beim Schweißen, während Kühlwasserkanäle direkt in der Form geformt werden können, wodurch die Effizienz der Motorwärmeableitung verbessert wird.
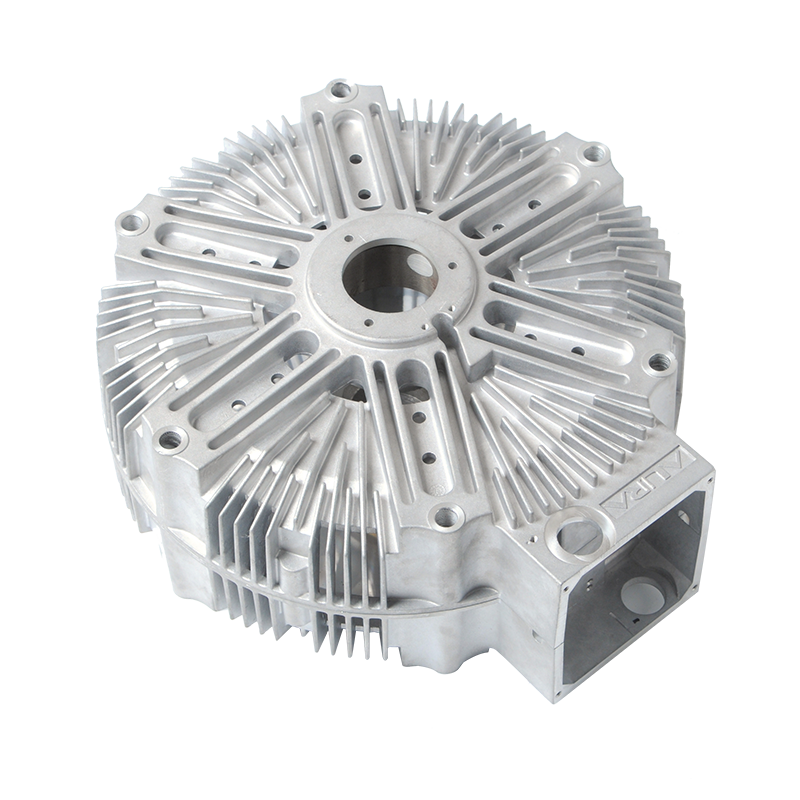
Druckgussanwendungen für Autoteile decken mittlerweile vier Hauptbereiche ab: Antriebsstrangsysteme, Getriebesysteme, Fahrwerkssysteme und Karosseriestrukturen. In Motorsystemen reduzieren Aluminium-Druckgusskolben, Zylinderkopfhauben und Ansaugkrümmer effektiv die hin- und hergehende Masse und verbessern den Kraftstoffverbrauch. Bei Getriebeanwendungen reduzieren Getriebegehäuse aus Aluminiumdruckguss nicht nur das Gewicht der Baugruppe, sondern nutzen auch eine hervorragende Wärmeleitfähigkeit, um die Kühlung des Getriebeöls zu erleichtern und die Schmierstoffwechselintervalle zu verlängern.
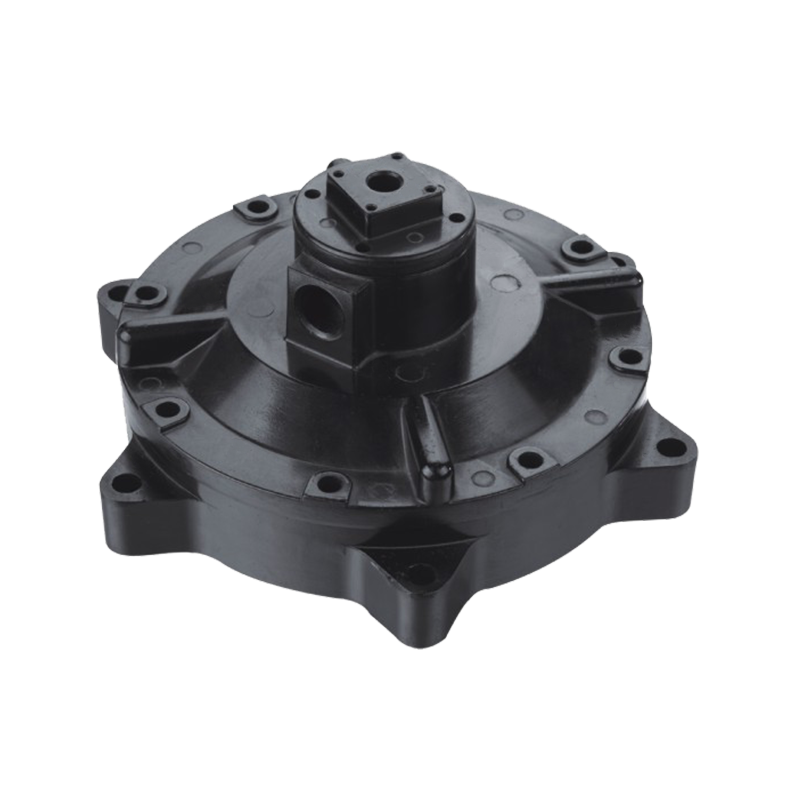
Die rasante Entwicklung neuer Energiefahrzeuge hat neue Wachstumschancen für die Druckgusstechnologie eröffnet. Bei Motorgehäusen, Endplatten für Akkupacks und Steuerungsgehäusen werden überwiegend Lösungen aus Aluminiumdruckguss verwendet. Motorgehäuse erfordern beispielsweise integrierte Kühlwasserkanäle und Montageschultern im Inneren und weisen komplexe Strukturen mit hohen Anforderungen an die Dichtung auf. Druckguss ermöglicht das Formen von Wasserkanalprofilen in einem Schuss, wodurch Bearbeitungsvorgänge und Leckagerisiken reduziert werden. Darüber hinaus greifen branchenübergreifende Anwendungen wie Kühlkörper für LED-Straßenlaternen und pneumatische Ventilgehäuse auf ausgereifte Fachkenntnisse im Automobildruckguss zurück und nutzen den hohen Wärmeleitfähigkeitskoeffizienten von Aluminium für eine effiziente Wärmeableitung.
| Bewerbungssystem | Typische Druckgussteile | Materialqualität | Kernleistungsanforderungen |
| Motorsystem | Kolben, Zylinderkopfhauben, Ölwannen | A380, ADC12 | Hochtemperaturfestigkeit, Verschleißfestigkeit |
| Übertragungssystem | Getriebegehäuse, Kupplungsgehäuse | A380, AlSi10MnMg | Steifigkeit, Abdichtung, Wärmeleitfähigkeit |
| Neuer Energieantriebsstrang | Motorgehäuse, Batterieendplatten | AlSi10MnMg, A365 | Wärmeleitfähigkeit, EMI-Abschirmung, Luftdichtheit |
| Fahrwerkssystem | Achsschenkel, Querlenkerhalterungen | A356, AlSi7Mg | Dauerfestigkeit, Schlagzähigkeit |
| Körperstruktur | A-Säulen-Verbindungen, Stoßdämpferbrücken | AlSi10MnMg | Crash-Energieabsorption, Verbindungszuverlässigkeit |
Insbesondere Durchbrüche in der integrierten Druckgusstechnologie haben es ermöglicht, dass die hinteren Bodenbaugruppen des Tesla Model Y und ähnliche extrem große Strukturkomponenten in einem einzigen Gussvorgang geformt werden konnten. Dieser Ansatz fasst über 70 einzelne gestanzte und geschweißte Teile in einem Druckguss zusammen und vereinfacht so Lieferketten und Montageprozesse erheblich. Dieser Trend deutet darauf hin, dass sich die Druckgusstechnologie von der Einzelkomponentenfertigung hin zu großformatigen integrierten Strukturteilen weiterentwickelt.
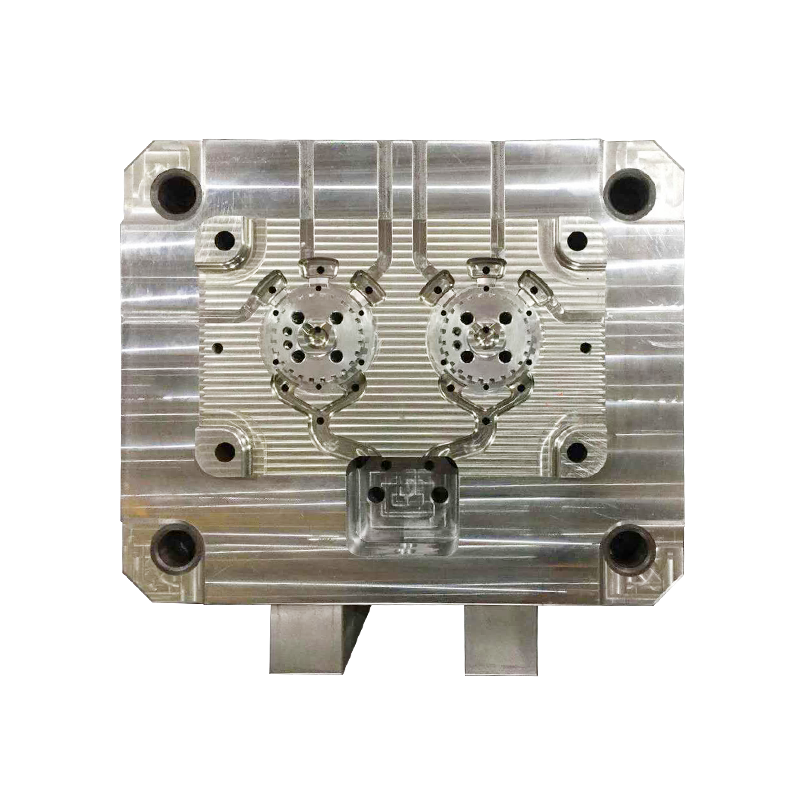
Hochwertiger Druckguss von Autoteilen hängt von der systematischen Koordination zwischen Formdesign, Gussparametern und Nachbearbeitungsvorgängen ab. Während der Formkonstruktionsphase bestimmen die Anschnittpositionierung, die Entlüftungskanäle und die Anordnung des Kühlkreislaufs direkt die Füllvollständigkeit und die internen Porositätsraten. Integrierte CAD/CAE/CAM-Designplattformen ermöglichen die virtuelle Simulation des Aluminiumflusses, der Erstarrungsschrumpfung und der thermischen Spannungsverteilung und ermöglichen so die frühzeitige Erkennung von Defektrisiken wie Gaseinschlüssen, Kaltabschlüssen und Heißrissen.
Ebenso wichtig ist die präzise Steuerung der Druckgussparameter. Zu den typischen Prozessfenstern für automatische Druckgussmaschinen der 1600-Tonnen-Klasse gehören: Temperatur des geschmolzenen Aluminiums 680 bis 720 °C, Formtemperatur 180 bis 240 °C, Einspritzdruck 60 bis 100 MPa, mit Hochgeschwindigkeits-Schaltpositionen, die genau auf die Wandstärke des Teils eingestellt sind. Eine zu hohe Aluminiumtemperatur erhöht die Oxideinschlüsse und die Tendenz zum Löten der Form, während eine unzureichende Formtemperatur zu Kaltabschlüssen und Oberflächenfließspuren führt. Folglich bildet eine koordinierte Steuerung zwischen Formtemperatureinheiten und Druckgussmaschinen die Grundlage für die Chargenkonsistenz.
Zu den Nachbearbeitungsvorgängen gehören das Entfernen des Angusses, die Wärmebehandlung, die Präzisionsbearbeitung und die Oberflächenveredelung. Die T6-Wärmebehandlung erhöht die Zugfestigkeit des A356-Materials erheblich von etwa 180 MPa im Gusszustand auf über 310 MPa. Für dichtungskritische Komponenten wie Getriebegehäuse und Ventilkörper ist eine 100-prozentige Dichtheitsprüfung obligatorisch. Helium-Massenspektrometrie-Lecksucher sind in der Lage, Mikrolecks bei Werten von 1×10⁻⁵Pa·m³/s zu identifizieren.
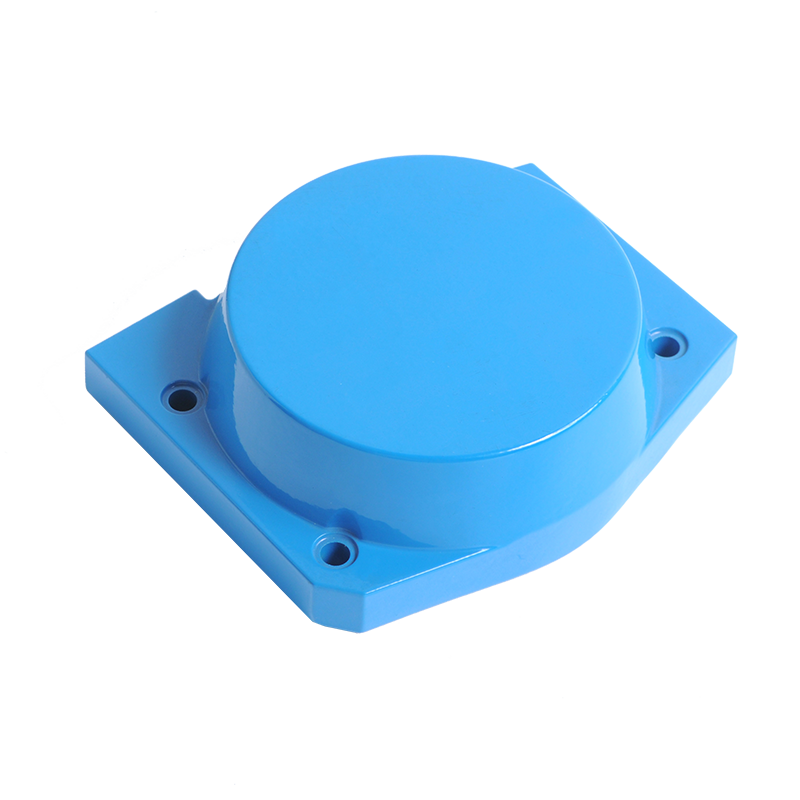
Während Aluminiumlegierungen bei großen Automobilbauteilen dominieren, behält Zinkdruckguss bei kleinen Präzisionsteilen seinen einzigartigen Wert. Der Schmelzpunkt von Zinklegierungen liegt bei etwa 420 °C und ist damit deutlich niedriger als bei Aluminiumlegierungen. Dies führt zu einer geringeren thermischen Belastung der Formen und einer längeren Lebensdauer der Form auf 500.000 bis 1.000.000 Zyklen, verglichen mit 100.000 bis 200.000 Zyklen vor der Generalüberholung bei Aluminium-Druckgussformen. Zinkdruckgussteile erreichen eine höhere Maßgenauigkeit auf CT4- bis CT5-Niveau und verfügen über Oberflächen, die für die direkte dekorative Verchromung geeignet sind und üblicherweise für Türschlossmechanismen, dekorative Embleme und Präzisionssteckverbinder in Kleinserien mit hoher Wertschöpfung verwendet werden.
Allerdings ist die Dichte der Zinklegierung mit 6,7 g/cm³ etwa 2,5-mal so hoch wie die von Aluminium, was ihre Anwendung in Leichtbau-Primärstrukturen für Kraftfahrzeuge einschränkt. Daher treffen Druckgusshersteller in der Regel Materialauswahlentscheidungen zwischen Aluminium und Zink auf der Grundlage von Teileabmessungen, Gewichtszielen und funktionalen Anforderungen: Große Gehäuse und Strukturkomponenten geben Aluminiumlegierungen den Vorzug, während kleine Präzisionsgetriebekomponenten und dekorative Teile möglicherweise Lösungen für Zinkdruckgussformen in Betracht ziehen.
Bei der Auswahl von Druckgusslieferanten für Autoteile wird eine Bewertung in drei Dimensionen empfohlen: Qualitätssysteme, Ausrüstungskapazitäten und technische Teams. Erstens dient die IATF16949-Zertifizierung als Einstiegsschwelle für Automobillieferketten und verlangt von Zulieferern die Implementierung eines Risikomanagements in allen Design-, Produktions- und Serviceprozessen. Zweitens bestimmt die Schließkraft der Druckgussmaschine die maximal projizierte Fläche der herstellbaren Teile. Geräte der 1600-Tonnen-Klasse decken die meisten Getriebegehäuse und Motorgehäuse ab, während extrem große integrierte Strukturkomponenten Maschinen über 6000 Tonnen erfordern.
Ein weiterer wichtiger Indikator ist die eigene Fähigkeit zur Formenkonstruktion. Hersteller, die mit über 80 CNC-Bearbeitungszentren, Erodiermaschinen und Drahtschneidegeräten ausgestattet sind, können den gesamten Prozess der Formenkonstruktion, Bearbeitung, Montage und Testproduktion vor Ort abschließen und so die Entwicklungszyklen neuer Produkte verkürzen. Darüber hinaus gewährleisten Laborkonfigurationen mit Spektrometern, Röntgeninspektionssystemen und Koordinatenmessgeräten eine vollständige Datenrückverfolgbarkeit vom Rohstoffeingang bis zum Versand des fertigen Produkts.
Bist du bereit zu ZUSAMMENARBEITEN Mit Jieda?
* Ihre E -Mail ist bei uns sicher, wir spam nicht.
Produkte
Kontaktinformationen
nbjd011@126.com
+86-574-86115705
Nr. 58 Mold Road, DAQI Technology Industrial Zone, Bezirk Beilun, Ningbo