Holen Sie sich ein Zitat
Im Bereich der Herstellung neuer Energiefahrzeuge (NEV) Hochdruck-Aluminium-Druckguss (HPDC) hat sich zum bevorzugten Umformverfahren für Batteriegehäuse, Mozurgehäuse, Gehäuse von Leistungssteuereinheiten (PCU) und Strukturkomponenten entwickelt. Durch die Verwendung von ADC12-, A380- oder A356-Aluminiumlegierungen als Rohmaterialien ermöglicht dieser Prozess komplexe Geometrien, integrierte Kühlkanäle und präzise Montageschnittstellen in einem einzigen Formzyklus. Der weltweite Druckgussmarkt für Auzumobilteile wird voraussichtlich wachsen 55 Milliarden US-Dollar im Jahr 2025 to 90 Milliarden US-Dollar bis 2034 (CAGR 5,5 %), wobei Aluminiumlegierungen einen Spitzenwert haben 70 % Materialanteil und Transportanwendungen abrechnen 56,6 % der Nachfrage. NEVs, die Komponenten aus Aluminiumdruckguss verwenden, können eine Gewichtsreduzierung des Batteriepakets um etwa 10 % erreichen 20 % Dadurch werden die Energieeffizienz und die Reichweite erheblich verbessert und gleichzeitig überwältigende Vorteile bei den Lebenszykluskosten erzielt.
Die Kernmaterialien für NEV-Druckgusskomponenten sind typischerweise ADC12 (JIS-Stundard) , A380 (ASTM-Standard) , oder A356 (ASTM-Standard) Aluminiumlegierungen. Diese drei Legierungen weisen erhebliche Unterschiede in der Zusammensetzung, den mechanischen Eigenschaften und der Wärmeleitfähigkeit auf, was sich direkt auf die strukturelle Festigkeit des Batteriepacks, die Wärmeableitungseffizienz und die Korrosionsbeständigkeit auswirkt.
ADC12 zeichnet sich durch einen hohen Siliziumgehalt aus 9,6 %–12 % und Kupfergehalt von 1,5 %–3,5 % , bietet eine außergewöhnliche Fließfähigkeit und die Fähigkeit zum Füllen dünner Wände und eignet sich ideal für die Herstellung präziser Wärmeableitungsrippen und komplexer Gehäuse mit Wandstärken von nur 1,0–1,2 mm . Seine typische Zugfestigkeit beträgt 150–200 MPa mit einer Wärmeleitfähigkeit von 130–150 W/m·K . A380 bietet einen höheren Kupfergehalt (3,0 %–4,0 %) und erreicht eine Zugfestigkeit von 210–250 MPa und höhere Härte (60–80 HB), wodurch es für hochbeanspruchte Strukturteile geeignet ist. A356 (AlSi7Mg0,3) istt durch den Magnesiumgehalt verstärkt und bietet eine hervorragende Gießbarkeit und Korrosionsbeständigkeit bei einer Wärmeleitfähigkeit von 120–160 W/m·K Dies macht es zur bevorzugten Wahl für Batteriepackträger und strukturelle Sicherheitskomponenten.
| Leistungsindikator | ADC12 | A380 | A356 |
|---|---|---|---|
| Siliziumgehalt (Si) | 9,6 % – 12 % | 7,5 % – 9,5 % | 6,5 % – 7,5 % |
| Kupfergehalt (Cu) | 1,5 % – 3,5 % | 3,0 % – 4,0 % | ≤0,20 % |
| Zugfestigkeit (MPa) | 150 – 200 | 210 – 250 | 220 – 280 (T6) |
| Wärmeleitfähigkeit (W/m·K) | 130 – 150 | 96 | 120 – 160 |
| Typische Anwendungen | Motorgehäuse, PCU-Gehäuse | Hochbelastete Strukturteile | Batterieträger, Strukturteile |
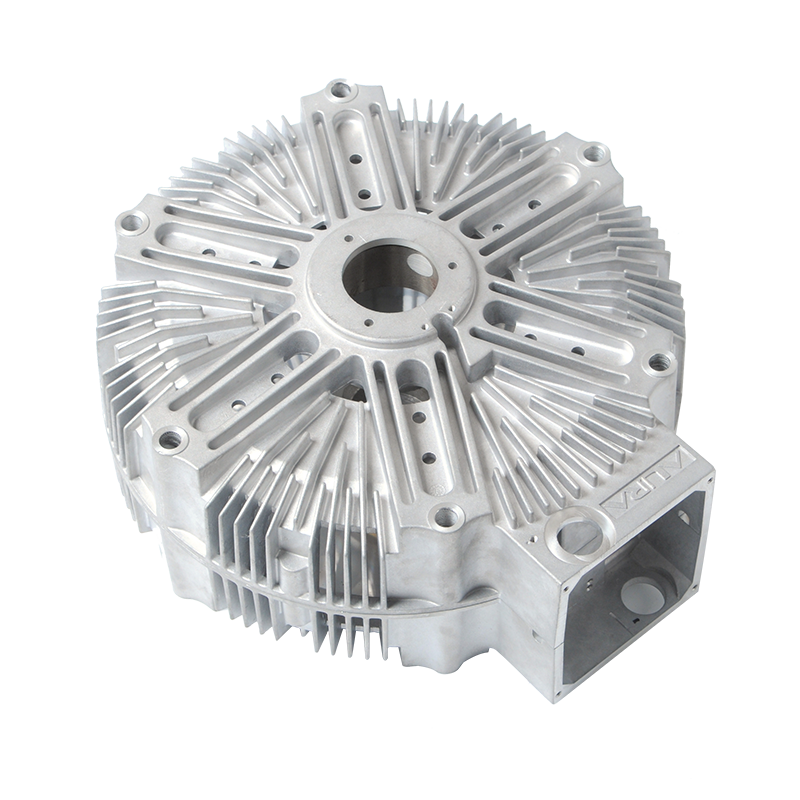
Für Motorgehäuse und PCU-Gehäuse ist ADC12 aufgrund seiner hervorragenden Wärmeleitfähigkeit die kostengünstigste Wahl ( 130–150 W/m·K ) und hervorragende Gussformbarkeit. Für Batteriepackträger und strukturelle Sicherheitskomponenten erreicht A356 mit T6-Wärmebehandlung eine Zugfestigkeit von 220–280 MPa und überlegene Korrosionsbeständigkeit im Vergleich zu kupferhaltigen Legierungen, was es zur bevorzugten Option für die Crashsicherheit macht. A380 wird für Fahrwerksstrukturteile empfohlen, die eine hohe mechanische Belastbarkeit erfordern. Alle drei Legierungen haben eine gemeinsame Dichte von ca 2,7 g/cm³ , wodurch eine Gewichtsreduzierung von erreicht wird 40 %–60 % im Vergleich zu Stahl, was die Reichweite des Fahrzeugs direkt verbessert.
Das Wärmemanagement von Leistungsbatterien ist der Kern der Sicherheit und Leistung von NEV. Das optimale Betriebstemperaturfenster für Lithium-Ionen-Zellen ist 15–35°C ; übersteigend 45°C beschleunigt den Kapazitätsabbau bei höheren Temperaturen 60°C Es besteht die Gefahr eines thermischen Durchgehens. Aluminiumdruckgussgehäuse erreichen ein effizientes Wärmemanagement durch folgende Mechanismen:
Hochdruck-Druckguss ermöglicht das direkte Formen komplexer Flüssigkeitskühlkanäle, Wärmeableitungsrippen und Wärmerippen innerhalb der Form Integriertes Design von Wohnstruktur und Wärmemanagementsystemen. Diese Struktur eliminiert den thermischen Schnittstellenwiderstand herkömmlicher Schweiß- oder Montageprozesse und minimiert so den Wärmewiderstandspfad von der Zelloberfläche zum Kühlmittel. Die Wärmeleitfähigkeit von A356- oder ADC12-Aluminiumlegierungen ( 96–150 W/m·K ) is 3–5 Mal die von Stahl und ermöglicht eine schnelle Wärmeverteilung über die gesamte Gehäuseoberfläche.
| Gehäusematerial | Wärmeleitfähigkeit (W/m·K) | Dichte (g/cm³) | Gewichtsreduktion | Thermal Runaway-Risiko |
|---|---|---|---|---|
| Aluminiumdruckguss | 96 – 150 | 2.7 | 40 % – 60 % | Niedrig |
| Extrudiertes Aluminium | 180 – 210 | 2.7 | 40 % – 55 % | Mittel |
| Gestanzter Stahl | 45 – 55 | 7.8 | Grundlinie | Hoch (schlechte Wärmeableitung) |
| Verbundwerkstoff (SMC) | 0,2 – 0,5 | 1,8 – 2,0 | 50 % – 65 % | Extrem hoch (erfordert zusätzliche Kühlung) |
Obwohl Gehäuse aus Aluminiumdruckguss eine etwas geringere Wärmeleitfähigkeit aufweisen als Profile aus extrudiertem Aluminium, sind sie dennoch geeignet integrierte Umformfähigkeit ermöglichen ein optimiertes Design des Wärmeflusspfads und ihre strukturelle Integrität übertrifft bei weitem die von geschweißten Profilbaugruppen. Im Hinblick auf den Schutz vor thermischem Durchgehen können Aluminiumgehäuse die Brandausbreitung verzögern 5–10 Minuten , was den Insassen eine entscheidende Fluchtzeit bietet, während Verbundgehäuse zusätzliche feuerbeständige Schichten erfordern, um die Standards GB 38031 zu erfüllen.
NEV-Batteriepackgehäuse dienen nicht nur als Träger für das Wärmemanagement, sondern auch als kritische Barrieren für die allgemeine strukturelle Sicherheit des Fahrzeugs. Aluminiumdruckgusslegierungen bilden durch die Kombination von intrinsischer Materialfestigkeit und struktureller Optimierung mehrschichtige Schutzsysteme.
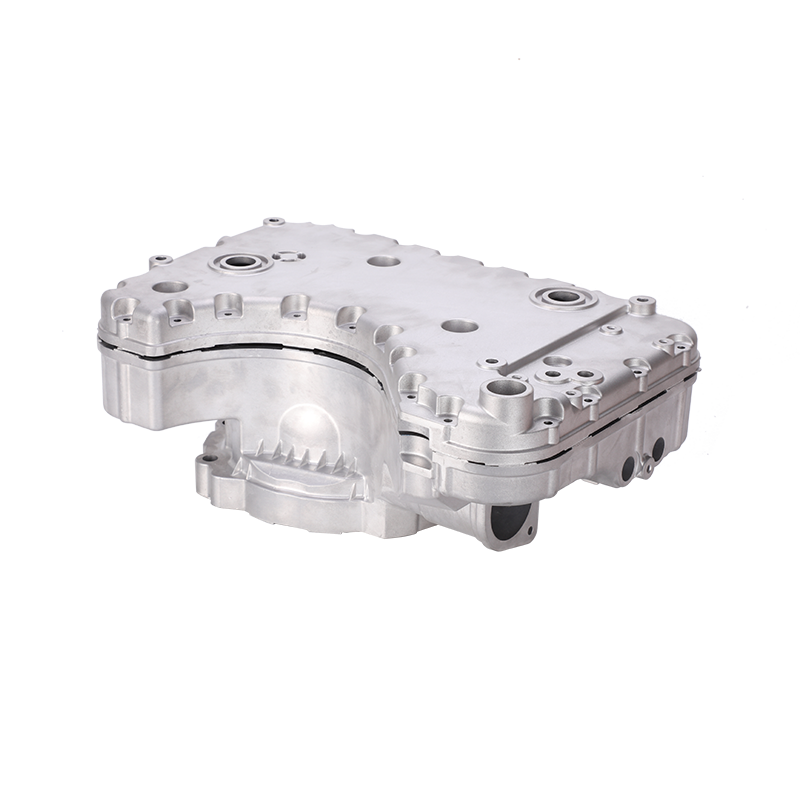
Moderne Batteriepackträger aus Druckguss verwenden in der Regel eine Rahmen-Querträger-Grundplatte Sandwich-Struktur. Durch eine Formflussanalyse zur Optimierung der Angusspositionen und der Wandstärkenverteilung werden kollisionskritische Bereiche (z. B. Seitenaufprallträger) lokal verdickt 10–12 mm , während unkritische Bereiche auf reduziert werden 2–3 mm , um ein optimales Gleichgewicht zwischen Gewicht und Kraft zu erreichen. Die A356-T6-Legierung erreicht eine Streckgrenze von 180–220 MPa In Kombination mit den komplexen Rippenstrukturen, die durch Druckguss ermöglicht werden, können die Anforderungen der C-NCAP- und E-NCAP-Seitenpolaufpralltests erfüllt werden.
Akkugehäuse müssen dies erreichen IP67 oder IP69K Schutzarten (gemäß IEC 60529 und ISO 20653), die vollständigen Staubschutz und 30-minütigen Eintauchschutz in 1 Meter Tiefe bieten. Druckguss ermöglicht eine präzise Kontrolle der Ebenheit der Dichtfläche ( ±0,05 mm ) und Oberflächenrauheit (Ra≤3,2 μm) und gewährleisten so eine perfekte Kompatibilität mit Dichtungen. Darüber hinaus müssen Druckgussgehäuse den Helium-Massenspektrometrie-Dichtheitstest bestehen, wobei die Leckraten normalerweise unten liegen 15 sccm (Standardkubikzentimeter pro Minute), um eine absolute Isolierung zwischen Kühlmittelkreisläufen und Zellkammern zu gewährleisten.
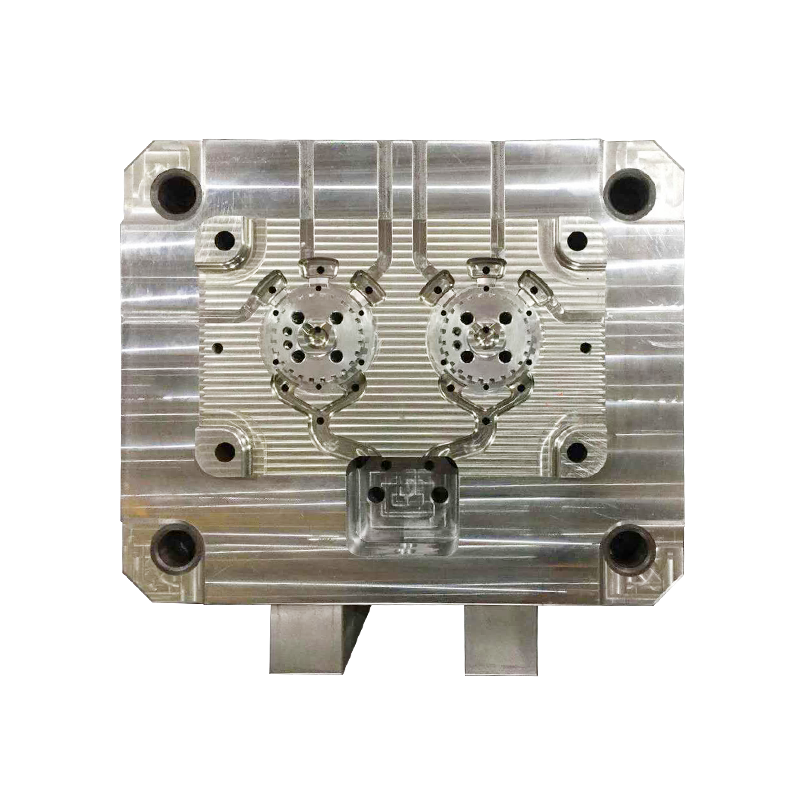
Hochdruck-Druckguss (HPDC) ist ein Umformverfahren, bei dem geschmolzene Aluminiumlegierungen mit hoher Geschwindigkeit und einem Druck von 500 m in Präzisionsstahlformen eingespritzt werden 30–150 MPa . Dieser Prozess weist drei wesentliche Vorteile bei der Herstellung von NEV-Komponenten auf:
Beim Druckguss werden Maßtoleranzen von erreicht ±0,03–0,05 mm , weit über Stanzen (±0,1–0,3 mm) und Schweißen (±0,5–1,0 mm). Noch wichtiger ist, dass Flüssigkeitskühlkanäle, Montagehalterungen, Kabelbaum-Befestigungsclips, Steckverbinder-Montagepositionen und sogar Explosionsentlüftungs-Montagesitze in einem einzigen Arbeitsgang gegossen werden können, wodurch die nachfolgenden Bearbeitungs- und Montageprozesse erheblich reduziert werden. Bei Batteriepackträgern kann Druckguss traditionell integriert werden 6–10 Stanz- und Schweißteile hinein 1–2 Druckgussteile Dies eliminiert das Risiko von Schweißermüdungsfehlern und reduziert gleichzeitig die Anhäufung von Montagetoleranzen.
Sobald die Werkzeugausstattung investiert ist (große Batteriepack-Tray-Formen halten in der Regel lange). 80.000–100.000 Schüsse ) können Einzelstück-Druckgusszyklen auf verkürzt werden 60–120 Sekunden Dadurch eignen sie sich hervorragend für Plattformanforderungen darüber hinaus 100.000 Einheiten jährlich . Der weltweite Markt für Aluminium-Druckgussmaschinen wird voraussichtlich wachsen 86,14 Milliarden US-Dollar im Jahr 2025 to 144,04 Milliarden US-Dollar bis 2034 (CAGR 5,88 %), wobei der asiatisch-pazifische Raum einen Anteil davon hält 41 % Marktanteil und China allein ausmachen 16 % des asiatisch-pazifischen Marktes.
Führende Hersteller nutzen integriertes CAD/CAM/CAE-Design in Kombination mit Formflussanalysen, um Angusspositionen, Porositätsverteilung und Hot-Spot-Defekte vorherzusagen. Produktionslinien sind ausgestattet mit Röntgenradiographie (RT) and Industrielles CT-Scannen , wodurch sichergestellt wird, dass die innere Porosität unten bleibt 0,1 % – der kritische Schwellenwert für die Gewährleistung der IP67-Dichtungsintegrität und der strukturellen Ermüdungslebensdauer. Qualitätsmanagementsysteme müssen sein IATF 16949 zertifiziert und deckt den gesamten Prozess von der Rohstoffbeschaffung über die Schmelzentgasung, die Überwachung der Schussparameter bis hin zur Dichtheitsprüfung des fertigen Produkts ab.

Die Reichweite von NEVs weist eine starke negative Korrelation mit dem Fahrzeuggewicht auf. Untersuchungen zeigen, dass jeder 100 kg Eine Reduzierung des Fahrzeuggewichts kann die Reichweite verbessern 6 %–8 % (ca. 30–50 km). Aluminium-Druckgusskomponenten erzielen eine deutliche Gewichtsreduzierung in folgenden Schlüsselbereichen:
| Komponente | Traditionelles Prozessgewicht (kg) | Gewicht aus Aluminiumdruckguss (kg) | Gewichtsreduktion | Geschätzte Reichweitenverbesserung |
|---|---|---|---|---|
| Akkufach | 80 – 120 (Stahl) | 35 – 50 | 55 % – 60 % | 25 – 40 km |
| Motorgehäuse | 15 – 20 (Gusseisen) | 6 – 9 | 55 % – 60 % | 5 – 8 km |
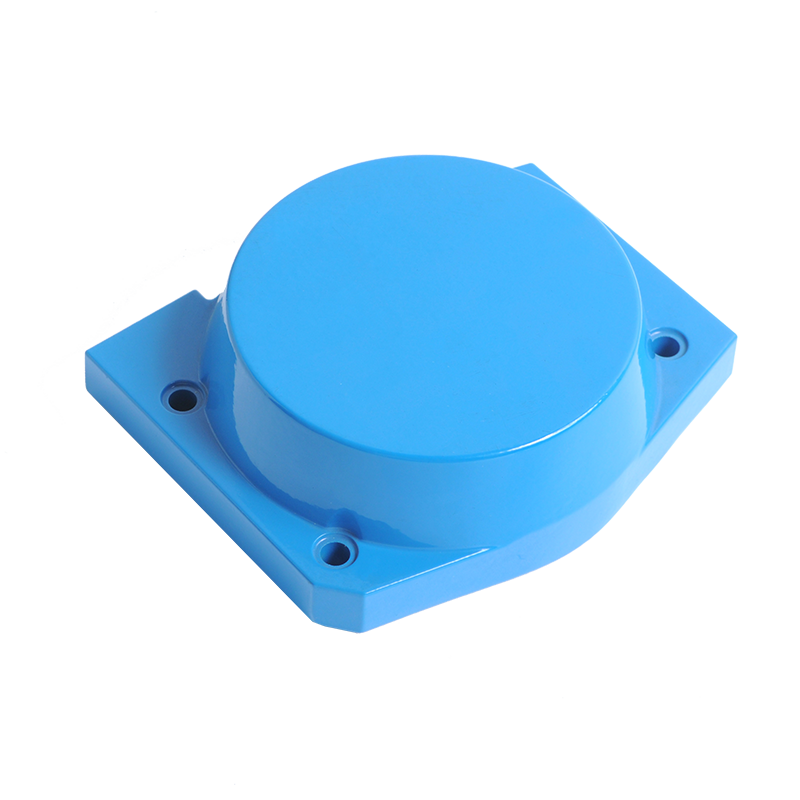
| PCU-Gehäuse | 5 – 8 (Druckguss-Al) | 3 – 5 | 30 % – 40 % | 2 – 4 km |
| Hilfsrahmen / Strukturteile | 25 – 35 (Stahl) | 12 – 18 | 45 % – 50 % | 8 – 12 km |
Nehmen wir eine rein elektrische Limousine mit einem Leergewicht von 1.800 kg , Batteriekapazität von 70 kWh , und NEFZ-Bereich von 500 km Beispielsweise kann der Austausch des Batteriefachs, des Motorgehäuses und des Hilfsrahmens durch Komponenten aus Aluminiumdruckguss das Gesamtgewicht des Fahrzeugs um ein Vielfaches reduzieren 80–120 kg , was die Reichweite um ca. verbessert 40–70 km – entspricht 5 %–8 % Einsparungen bei den Batteriekosten.
Obwohl Druckguss-Aluminiumkomponenten höhere Anfangsinvestitionen in die Werkzeugausstattung erfordern (ca. große Batteriepack-Tray-Formen). 50.000–150.000 USD ), ihre 10-jährige Gesamtbetriebskosten (TCO) ist deutlich geringer als bei Stahlalternativen. Der folgende Vergleich basiert auf einer jährlichen Produktionsplattform von 100.000 Einheiten:
| Kostenfaktor | Aluminiumdruckguss | Extrudiertes Al-Schweißen | Gestanzter Stahl Welding | Verbundwerkstoff (SMC) |
|---|---|---|---|---|
| Stückgewicht (kg) | 35 – 50 | 40 – 55 | 80 – 120 | 30 – 45 |
| Teileanzahl | 1 – 2 Stk | 5 – 8 Stk | 10 – 15 Stk | 1 – 3 Stk |
| Werkzeuginvestition | Hoch (einmalig) | Mittel | Niedrig | Hoch (Verbundformen) |
| Montageprozesse | Minimal | Mehrfach (Schweißbearbeitung) | Umfangreich (Punktschweißversiegelung) | Wenige (Klebebolzen) |
| Gesamt-TCO-Bewertung | Niedrigest | Mittel | Hoch (Gewichtsstrafe) | Hoch (Zusatzkosten für die Kühlung) |
Darüber hinaus ist die 100 % Recyclingfähigkeit von Aluminiumlegierungen steht im Einklang mit den globalen Trends der Kreislaufwirtschaft. Ausgediente NEV-Komponenten können wieder eingeschmolzen und in der Druckgussproduktion wiederverwendet werden, wobei der CO2-Fußabdruck weitaus geringer ist als bei der Stahlverhüttung oder Verbundsynthese. Für Automobilhersteller, die ESG-Ziele verfolgen, bieten Bauteile aus Aluminiumdruckguss erhebliche Vorteile bei der Nachhaltigkeitsbewertung.
Für NEV-Hersteller und Tier-1-Zulieferer kann die Einbeziehung der folgenden technischen Parameter in die Lieferantenqualifizierung und Ausschreibungsdokumente wirksam hochwertige Druckgusspartner filtern und Qualitätsrisiken nach der Produktion mindern:
Durch die Einbeziehung dieser Indikatoren in technische Spezifikationen und Lieferantenaudit-Checklisten können Beschaffungsstellen sicherstellen, dass sie ausgewählt werden NEV-Druckgusskomponenten bieten stabile, sichere und leichte strukturelle Unterstützung und Gewährleistung des Wärmemanagements über ihren gesamten Lebenszyklus.
Bist du bereit zu ZUSAMMENARBEITEN Mit Jieda?
* Ihre E -Mail ist bei uns sicher, wir spam nicht.
Produkte
Kontaktinformationen
nbjd011@126.com
+86-574-86115705
Nr. 58 Mold Road, DAQI Technology Industrial Zone, Bezirk Beilun, Ningbo