Holen Sie sich ein Zitat
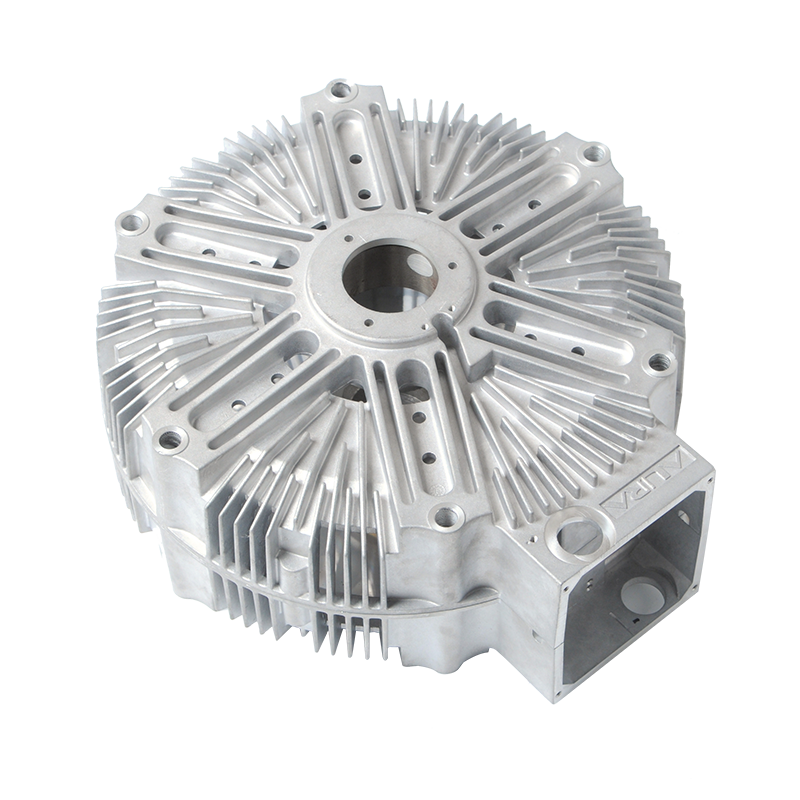
1. Hohe Materialausnutzung und geringes Gewicht
Druckguss spritzt geschmolzene Aluminiumlegierung mit hoher Geschwindigkeit in den Formhohlraum, wodurch eine nahezu 100-prozentige Füllung erreicht wird, der Rohlingsabfall minimiert und eine hohe Materialausnutzung erreicht wird.
Im Vergleich zum herkömmlichen Gießen oder Stanzen bieten Druckgussteile eine gleichmäßige Wandstärke, wodurch das Gewicht der Komponenten bei gleichbleibender Festigkeit deutlich reduziert wird und die Leichtbauanforderungen moderner Getriebe erfüllt werden.
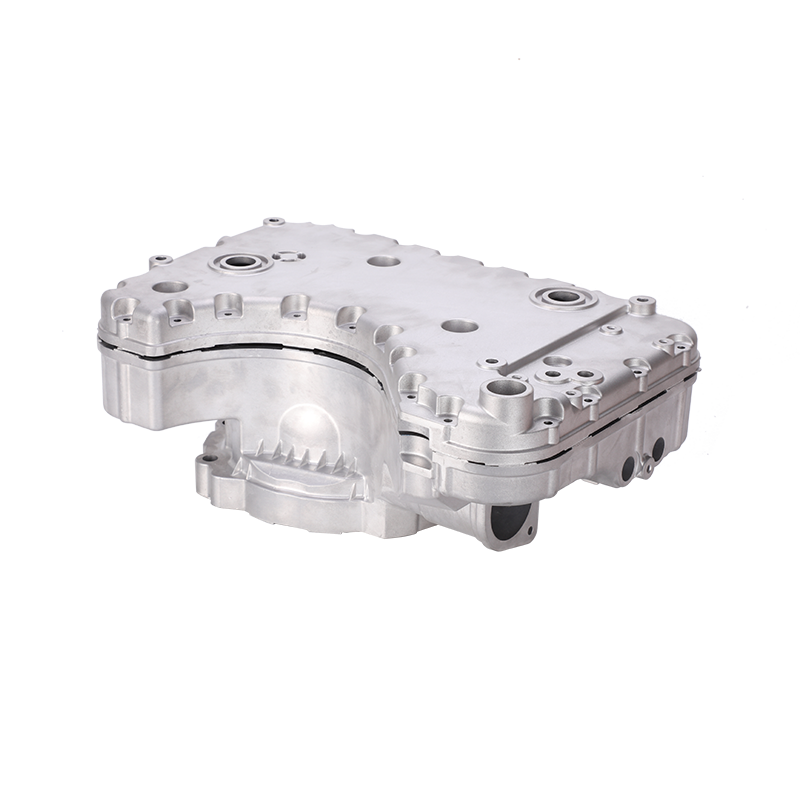
2. Komplexe Strukturen, die in einem einzigen Formprozess erzielt werden
Durch die präzise Formkonstruktion mithilfe von CAD/CAE können beim Druckguss komplexe Geometrien wie mehrere Löcher, Rippen, Gewinde und Positionierungslöcher in einem einzigen Prozess hergestellt werden, sodass keine nachträgliche Nachbearbeitung erforderlich ist.
Dies ist besonders wichtig für die internen Ölkanäle, Wärmeableitungsrippen und Montagepositionierungsstrukturen in Getriebedruckgussteilen und verbessert die Produktintegration.
3. Hohe Produktionseffizienz und Kostenvorteile
Automatisierte Druckgussmaschinen bieten kurze Zykluszeiten (typischerweise 30–60 Sekunden pro Teil) und ermöglichen so eine kontinuierliche Produktion hoher Stückzahlen. Die Kosten pro Teil sinken deutlich, wenn die Produktion steigt. Minimale manuelle Eingriffe und eine lange Werkzeuglebensdauer (bis zu Zehntausende Zyklen) machen Getriebegehäuse-Druckguss auf dem Weltmarkt äußerst wettbewerbsfähig.
4. Hervorragende mechanische Eigenschaften
Druckgussteile aus Aluminiumlegierungen bieten eine hervorragende Festigkeit, Steifigkeit und Hitzebeständigkeit und erfüllen die Betriebsanforderungen von Getrieben bei hoher Geschwindigkeit und hoher Belastung.
Eine anschließende Wärmebehandlung und Oberflächenbehandlung kann ihre Härte und Korrosionsbeständigkeit weiter erhöhen und so einen langfristig zuverlässigen Betrieb gewährleisten.
Wie werden Wärmebehandlungen oder Oberflächenbehandlungen zur Verbesserung der Festigkeit und Korrosionsbeständigkeit durchgeführt?
1. Lösungsbehandlung Künstliches Altern (T6-System)
Der Druckguss wird auf die Lösungstemperatur der Legierung (ca. 530 °C) erhitzt, über einen bestimmten Zeitraum gehalten und dann schnell abgekühlt, um innere Gussspannungen zu beseitigen und die Struktur zu homogenisieren.
Durch die anschließende künstliche Alterung bei 150–200 °C wird die ausgefällte Phase gleichmäßig verteilt und die Streckgrenze und Zugfestigkeit deutlich verbessert. 2. Oberflächenhärtung durch Aufkohlen oder Nitrieren
In einer Aufkohlungs- oder Nitrieratmosphäre bei niedriger Temperatur wird Kohlenstoff oder Stickstoff in die Oberfläche des Druckgussteils infiltriert und bildet eine harte Aufkohlungsschicht.
Die Dicke der aufgekohlten Schicht ist kontrollierbar (typischerweise 0,1–0,3 mm), wodurch die Oberflächenhärte und die Verschleißfestigkeit deutlich verbessert werden. Es eignet sich für Getriebegehäuse, die hoher Reibung ausgesetzt sind.
3. Eloxieren (hartanodisch)
Durch Elektrolyse bildet sich auf der Oberfläche der Aluminiumlegierung ein dichter Aluminiumoxidfilm (10–25 µm dick). Diese Folie ist hart, verschleißfest und verfügt über gute elektrische Isolationseigenschaften.
Das Eloxieren bietet außerdem eine Vielzahl dekorativer Farben, die das Erscheinungsbild des Produkts verbessern und gleichzeitig die Korrosionsbeständigkeit erhöhen.
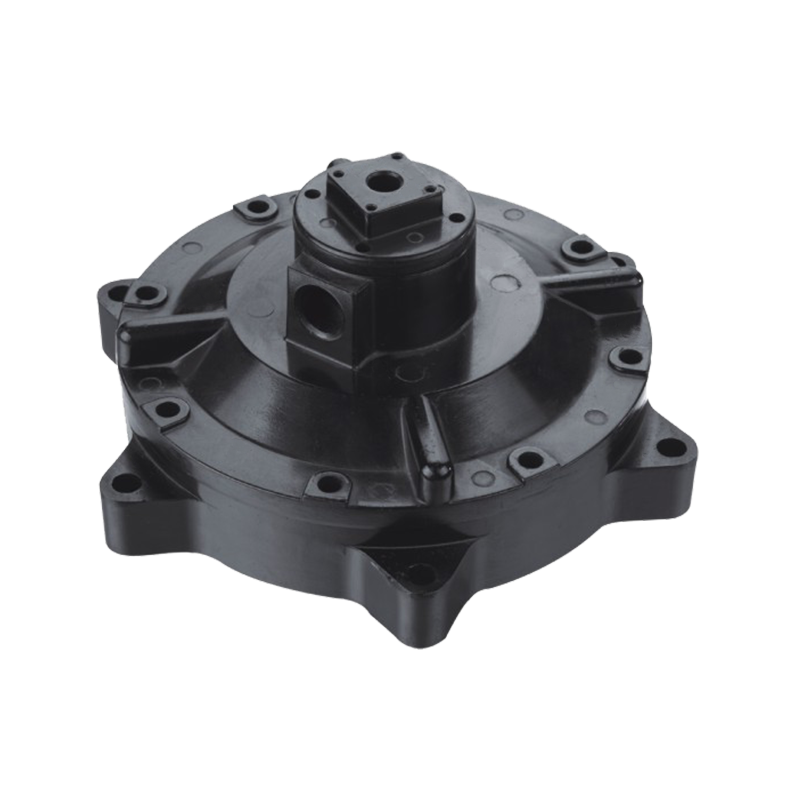
4. Korrosionsschutzbeschichtung (Phosphatierung, Lackierung, Pulverbeschichtung)
Durch die Phosphatierung entsteht ein gleichmäßiger Phosphatfilm auf der Metalloberfläche, der die Haftung nachfolgender Beschichtungen verbessert und einen ersten Rostschutz bietet.
Durch Lackieren oder Pulverbeschichten entsteht eine dichte organische Schutzschicht auf der Oberfläche, die Feuchtigkeit und korrosive Medien abhält und die Lebensdauer von Druckguss-Getriebegehäusen verlängert.
Bist du bereit zu ZUSAMMENARBEITEN Mit Jieda?
* Ihre E -Mail ist bei uns sicher, wir spam nicht.
Produkte
Kontaktinformationen
nbjd011@126.com
+86-574-86115705
Nr. 58 Mold Road, DAQI Technology Industrial Zone, Bezirk Beilun, Ningbo