Holen Sie sich ein Zitat
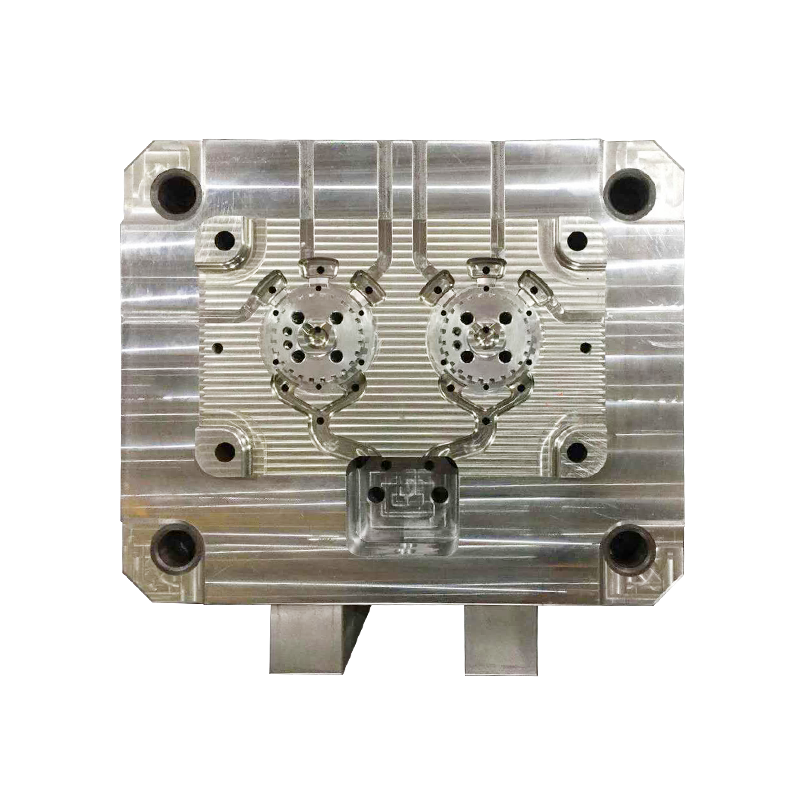
Herstellung Druckgussform ist ein präziser und komplexer Prozess. Einfach ausgedrückt handelt es sich dabei um die Herstellung einer „Metallform“, die wiederholt mit geschmolzenem Metall gefüllt werden kann, um Metallteile herzustellen.
Vor Beginn der Arbeiten muss das Aussehen der Form klar definiert werden. Designer planen den Formteil der Form basierend auf der Form des Endprodukts.
Auswahl der Trennlinie: Bestimmen, wo sich die Form „öffnet“, um eine einfache Entnahme des Teils zu ermöglichen.
Design des Angusskanalsystems: Entwerfen des Weges, über den das geschmolzene Metall in die Form gelangt, ähnlich wie beim Bau einer Straße für das geschmolzene Metall, um sicherzustellen, dass es jede Ecke schnell und gleichmäßig ausfüllt.
Auswurfsystem: Entwicklung von Auswerferstiften, um sicherzustellen, dass das Teil nach dem Abkühlen reibungslos ausgeworfen wird.
Im gesamten Designprozess ist die Moldflow-Analyse ein entscheidender Schritt. Es ist, als würde man vor Beginn der eigentlichen Produktion eine „virtuelle Probe“ am Computer durchführen, um zu sehen, wie das geschmolzene Metall in der Form fließt.
Formflussanalyse (Computersimulation)
Bevor der Entwurf fertiggestellt wird, importieren die Techniker das 3D-Modell der Druckgussform zur Simulation in eine spezielle Analysesoftware.
Simulation des Füllvorgangs: Dabei wird beobachtet, ob die Metallschmelze gleichmäßig in die Form fließt oder in bestimmten Ecken oder Turbulenzen stecken bleibt. Dadurch können wir im Vorfeld erkennen, ob das Teil Mängel wie unvollständige Füllung oder Lunker aufweist.
Vorhersage des Porositätsorts: Während das geschmolzene Metall fließt, drückt es die Luft aus der Form. Durch die Analyse können wir vorhersagen, wohin die Luft gedrückt wird, und so an diesen Stellen präzise Entlüftungsöffnungen erzeugen, um störende kleine Blasen im Inneren des Teils zu verhindern.
Optimierung des Temperaturhaushalts: Hierbei wird analysiert, welche Bereiche der Form im Dauerbetrieb besonders heiß und welche zu kalt werden. Basierend auf diesen Ergebnissen können wir die Kühlwasserleitungen neu anordnen, um eine gleichmäßige Erwärmung der gesamten Druckgussform zu gewährleisten und so Schrumpfung und Verformung des Teils nach dem Abkühlen zu verhindern.
Durch diesen Schritt können wir potenzielle Probleme beheben, bevor wir Stahl oder geschmolzenes Metall verschwenden, was uns die Mühe erspart, später wiederholte Formänderungen vorzunehmen.
Da Druckgussformen geschmolzenem Metall hoher Temperatur (z. B. Aluminiumlegierungen und Zinklegierungen) standhalten müssen, muss spezieller hitzebeständiger und druckbeständiger Stahl verwendet werden.
Materialauswahl: Üblicherweise wird hochfester Formenstahl gewählt.
Grobbearbeitung: Mit großen Werkzeugmaschinen wird der Stahlbarren in Blöcke geschnitten, die der endgültigen Form nahekommen, wobei der Großteil des überschüssigen Materials entfernt wird und Spielraum für die anschließende Präzisionsbearbeitung bleibt.
Der Stahl ist nach der Grobbearbeitung noch nicht hart genug.
Durch einen Prozess der Hochtemperaturerhitzung und schnellen Abkühlung wird die innere Struktur des Stahls verändert, wodurch er sehr hart und verschleißfest wird, sodass er sich bei Tausenden von nachfolgenden Druckgusszyklen nicht verformt.
Dies ist der entscheidende Schritt zur Bestimmung der Präzision der Form.
Präzisionsfräsen: Verwendung präziserer Werkzeugmaschinen zum Feinschneiden der Formoberfläche.
Elektrische Entladungsbearbeitung (EDM): Bei tiefen Löchern, rechten Winkeln oder komplexen kleinen Mustern, die mit Schneidwerkzeugen nicht erreicht werden können, wird der Stahl mithilfe von Elektrodenentladung, etwa durch „Ätzen“, in die vorgegebene Form gebracht. Dies ist eine unverzichtbare Methode zur Herstellung komplexer Teile.
Je glatter die Innenwand der Form ist, desto besser ist die Oberflächenbeschaffenheit der resultierenden Teile.
Mit Schleifmitteln oder Polierwerkzeugen polieren Arbeiter die Werkzeugspuren, die bei der manuellen oder maschinellen Bearbeitung entstanden sind, bis die Formoberfläche spiegelglatt ist. Dies trägt auch dazu bei, dass sich die Teile während der Produktion leichter entformen lassen.
Montieren Sie alle verarbeiteten Teile, einschließlich Formkern, Formbasis, Führungsstifte, Auswerferstifte und Kühlwasserleitungen.
Prüfung des Formschlusses: Prüfen Sie, ob die obere und untere Formhälfte perfekt ausgerichtet sind.
Wasserkreislauftest: Stellen Sie sicher, dass die zur Kühlung in der Form verwendeten Wasserleitungen frei sind und keine Lecks aufweisen.
Das Fertigstellen der Form bedeutet nicht, dass die Aufgabe erledigt ist; Es muss getestet werden, indem mehrere Teile an der Maschine tatsächlich herausgedrückt werden.
Stichprobenkontrolle: Überprüfen Sie die Teile auf Luftblasen, unvollständige Füllung oder Maßabweichungen.
Feinabstimmung: Gehen Sie basierend auf den Testmustern zur endgültigen Anpassung und Optimierung zurück in die Form, bis die produzierten Teile vollständig qualifiziert sind.
Bist du bereit zu ZUSAMMENARBEITEN Mit Jieda?
* Ihre E -Mail ist bei uns sicher, wir spam nicht.
Produkte
Kontaktinformationen
nbjd011@126.com
+86-574-86115705
Nr. 58 Mold Road, DAQI Technology Industrial Zone, Bezirk Beilun, Ningbo