Holen Sie sich ein Zitat
Druckguss ist eines der effizientesten und kostengünstigsten Metallherstellungsverfahren, die heute verfügbar sind. Kurz gesagt: Wenn Sie große Mengen präziser, komplexer Metallteile benötigen, ist Druckguss wahrscheinlich die beste Option . Es liefert enge Maßtoleranzen, hervorragende Oberflächengüten und schnelle Zykluszeiten, die nur wenige andere Prozesse erreichen können. Dieser Leitfaden deckt alles ab, was Sie wissen müssen – von der Funktionsweise des Prozesses bis hin zu seinen Einschränkungen, Methoden und realen Anwendungen.

Druckguss ist ein Metallgussverfahren, bei dem geschmolzenes Metall unter hohem Druck in eine wiederverwendbare Stahlform (sogenannte „Matrize“) gepresst wird. Sobald das Metall erstarrt ist, öffnet sich die Matrize und das fertige Teil wird ausgeworfen. Die Form kann dann wieder verwendet werden – typischerweise für Zehntausende bis Hunderttausende Zyklen.
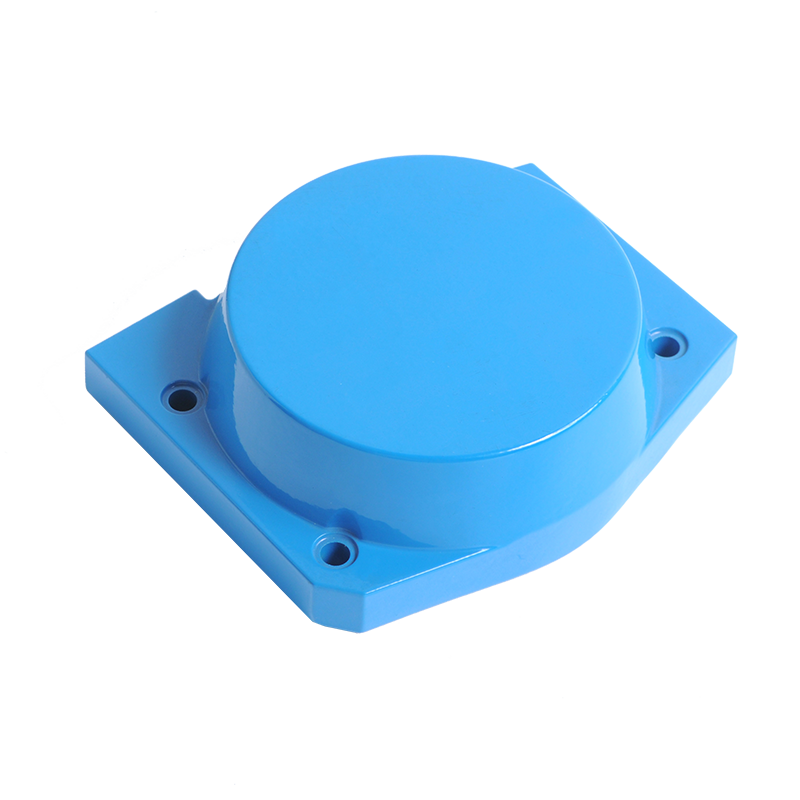
Zu den am häufigsten verwendeten Metallen im Druckguss gehören: Aluminium-, Zink-, Magnesium- und Kupferlegierungen . Aluminium ist aufgrund seines hervorragenden Festigkeits-Gewichts-Verhältnisses, seiner Korrosionsbeständigkeit und seiner Wärmeleitfähigkeit mit Abstand am beliebtesten.
Im Gegensatz zum Sandguss, bei dem Einwegformen verwendet werden, werden beim Druckguss permanente Stahlwerkzeuge verwendet. Dies macht es ideal für die Massenproduktion, bei der Konsistenz und Wiederholbarkeit von entscheidender Bedeutung sind.

Der Druckgusszyklus folgt einem konsequenten Ablauf:
Die Zykluszeiten variieren je nach Teilegröße und -komplexität, liegen jedoch typischerweise zwischen ein paar Sekunden bis ein paar Minuten . Eine gut optimierte Aluminium-Druckgusszelle kann Hunderte von Teilen pro Stunde produzieren.

Die beiden primären Druckgussverfahren unterscheiden sich darin, wie geschmolzenes Metall in die Form eingebracht wird:
Beim Warmkammer-Druckguss taucht der Einspritzmechanismus direkt in die Metallschmelze ein. Diese Methode bietet schnellere Zykluszeiten und eignet sich am besten für Metalle mit niedrigem Schmelzpunkt wie Zink, Zinn und Bleilegierungen. Für Aluminium ist es nicht geeignet, da Aluminium die unter Wasser liegenden Bauteile erodieren würde.
Beim Kaltkammer-Druckguss wird geschmolzenes Metall vor jedem Einspritzen in eine separate Schusskammer geschöpft. Dieser Ansatz wird verwendet für Aluminium-, Magnesium- und Kupferlegierungen – Metalle mit höheren Schmelzpunkten, die ein Heißkammersystem beschädigen würden. Der Kaltkammer-Druckguss ist zwar etwas langsamer als der Warmkammer-Druckguss, ermöglicht jedoch die Herstellung stärkerer und langlebigerer Teile.
| Funktion | Heiße Kammer | Kalte Kammer |
|---|---|---|
| Geeignete Metalle | Zink, Zinn, Blei | Aluminium, Magnesium, Kupfer |
| Zyklusgeschwindigkeit | Schneller | Etwas langsamer |
| Einspritzdruck | Niedriger | Höher |
| Teilstärke | Mäßig | Höher |
| Typische Anwendungen | Kleine Verbraucherteile | Automobil, Industrie |

Beim Druckguss werden stets Toleranzen von erreicht ±0,1 mm oder enger Dadurch entfällt häufig die Notwendigkeit einer Nachbearbeitung. Dieses Maß an Wiederholgenauigkeit über Tausende von Teilen hinweg ist mit anderen Gussverfahren nur schwer zu erreichen.
Sobald die Werkzeuge vorhanden sind, können Druckgussmaschinen rund um die Uhr in Betrieb sein und Teile in kürzesten Zyklen produzieren 15–20 Sekunden für kleine Aluminiumbauteile. Dieser Durchsatz macht es zu einer der schnellsten Methoden für die Massenproduktion von Metallteilen.
Druckguss unterstützt komplizierte interne Merkmale und dünne Wände (so dünn wie 0,5 mm (bei einigen Aluminiumanwendungen), Hinterschneidungen und nahezu endkonturnahe Komponenten, die allein durch maschinelle Bearbeitung kostspielig oder unmöglich wären.
Während die anfänglichen Werkzeugkosten erheblich sind, sinken die Kosten pro Teil mit zunehmendem Maßstab dramatisch. Bei Produktionsauflagen von mehreren zehntausend Stück oder mehr ist Druckguss in der Regel weitaus wirtschaftlicher als die CNC-Bearbeitung oder andere Verfahren.

Druckguss ist nicht ohne Kompromisse. Wenn Sie die Grenzen kennen, können Sie feststellen, ob es sich um den richtigen Prozess für Ihr Projekt handelt.
Eine einzelne Aluminium-Druckgussform kann überall kosten 10.000 bis über 100.000 US-Dollar , je nach Komplexität. Dies macht Druckguss zu einer schlechten Wahl für Prototypen oder sehr geringe Produktionsmengen.
Druckguss ist auf Nichteisenmetalle beschränkt. Stahl und Eisen können nicht druckgegossen werden, da ihre hohen Schmelzpunkte die Stahlformen zerstören würden. Wenn Ihr Projekt Eisenmetall erfordert, müssen alternative Verfahren wie Feinguss oder Sandguss in Betracht gezogen werden.
Während des Einspritzens kann Luft im Formhohlraum eingeschlossen werden, wodurch eine innere Porosität entsteht. Dies kann die mechanische Festigkeit beeinträchtigen und das Teil für druckdichte Anwendungen ungeeignet machen, es sei denn, es wird durch vakuumunterstütztes Druckgießen oder andere Techniken kontrolliert.
Die meisten Druckgussmaschinen sind für Teile bis ca. geeignet 25 kg . Sehr große Bauteile lassen sich besser mit Sandguss oder anderen schwerkraftbasierten Verfahren bearbeiten.
Stahlmatrizen verschleißen mit der Zeit, insbesondere bei Hochtemperaturlegierungen. Richtige Wartungspläne sind in der Regel unerlässlich, um die Maßhaltigkeit zu wahren und die Lebensdauer der Matrizen zu verlängern 100.000 bis 500.000 Schüsse abhängig von Materialien und Prozessparametern.
Als chinesischer Druckgussformenhersteller und kundenspezifische Druckgussformenfabrik bietet Ningbo Jieda Moulding & Machine Co., Ltd. eine umfassende Palette an Gussprozessen für unterschiedliche Teilegeometrien, Materialien und Volumenanforderungen.
Das gebräuchlichste Druckgussverfahren. Geschmolzenes Metall wird bei Drücken von bis zu eingespritzt 25.000 psi Dadurch entstehen dichte, präzise Teile mit hervorragender Oberflächengüte. Jieda betreibt Lijin-Maschinen in Hongkong 200T bis 1600T Spannkraft zur Aufnahme einer Vielzahl von Teilegrößen.
Metall wird mit geringem Druck (normalerweise) nach oben in die Matrize gedrückt 0,7–1,0 bar ), was eine bessere Kontrolle des Metallflusses und eine Reduzierung der Turbulenzen ermöglicht. Dieses Verfahren eignet sich besonders für Strukturteile, die höhere mechanische Eigenschaften und eine geringere Porosität erfordern.
Eine wirtschaftliche Wahl für die Produktion kleiner Stückzahlen oder große, komplexe Geometrien, bei denen sich die Kosten für permanente Werkzeuge nicht lohnen. Sandformen werden anhand eines Musters erstellt und nach jedem Guss verworfen, was diese Methode äußerst flexibel macht.
Ein Wachsmodell wird mit Keramikschalenmaterial überzogen und dann weggeschmolzen, um einen präzisen Hohlraum zu hinterlassen. Beim Feinguss entstehen Teile mit außergewöhnlicher Oberflächendetailliertheit und Genauigkeit – häufig verwendet für Luft- und Raumfahrtkomponenten, medizinische Geräte und komplexe Industrieteile.
Geschmolzenes Metall wird mithilfe der Schwerkraft und nicht durch Druck in eine permanente Metallform gegossen. Dies führt zu einer geringeren Porosität als beim Hochdruck-Druckguss und eignet sich gut für die Produktion dichterer, strukturell anspruchsvoller Teile mittlerer Stückzahl.

Rohgussteile erfordern oft eine Oberflächenbehandlung oder Nachbearbeitung, bevor sie einsatzbereit sind. Zu den üblichen Endbearbeitungsvorgängen gehören:
Jieda bietet neben seinen Gussbetrieben auch umfassende Oberflächenbehandlung und -veredelung an und liefert gebrauchsfertige Komponenten an Kunden in den Bereichen Automobil, Motor, Pneumatik, Kommunikation und neue Energien.
Druckguss wird in praktisch allen großen Branchen eingesetzt, die Metallkomponenten in großen Stückzahlen benötigen. Zu den wichtigsten Anwendungsbereichen gehören:
| Industrie | Typische Druckgussteile | Gemeinsames Material |
|---|---|---|
| Automobil | Motorgehäuse, Getriebegehäuse, Halterungen | Aluminium, Magnesium |
| Elektromotoren | Lagerschilde, Gehäuse, Rotorrahmen | Aluminium |
| Pneumatik | Ventilkörper, Zylindergehäuse | Aluminium, Zinc |
| Telekommunikation | Gehäuse, Kühlkörper, Antennenkomponenten | Aluminium, Zinc |
| Neue Energie / Photovoltaik | Wechselrichtergehäuse, Montagerahmen | Aluminium |
| Beleuchtung | LED-Gehäuse, Lampenkörper, Kühlkörper | Aluminium |
| Getriebe / Untersetzungsgetriebe | Reduziergehäuse, Getriebegehäuse | Aluminium |

1987 gegründet, Ningbo Jieda Molding & Machine Co., Ltd. ist ein nationales High-Tech-Unternehmen mit Sitz in Beilun, Ningbo – einer Stadt, die als „Heimatstadt der Druckgussformen in China“ gilt. Mit über 35 Jahren Erfahrung bringt Jieda eine Kombination aus fundiertem technischem Fachwissen und bewährtem Fertigungsmaßstab in jedes Projekt ein.
Zu den wichtigsten Fähigkeiten und Qualifikationen gehören:
Jiedas Standort in Beilun bietet auch direkte logistische Vorteile – direkt nebenan Hafen von Beilun und die Hangzhou-Ningbo-Schnellstraße – die einen schnellen und zuverlässigen internationalen Versand an globale Kunden ermöglicht.
Druckguss ist die richtige Wahl, wenn Ihr Projekt diese Kriterien erfüllt:
Wenn Ihre Volumina gering sind, Ihr Teil sehr groß ist oder Sie eisenhaltiges Material benötigen, sind alternative Gussverfahren wie Sandguss oder Feinguss möglicherweise besser geeignet. Das Ingenieurteam von Jieda kann Ihre spezifischen Anforderungen bewerten und das am besten geeignete Verfahren empfehlen – sei es Hochdruck-Druckguss, Niederdruck-Druckguss, Schwerkraftguss oder ein völlig anderes Verfahren.
Kontaktieren Sie Jieda noch heute um Ihr Projekt zu besprechen und eine maßgeschneiderte Lösung zu erhalten, die auf über drei Jahrzehnten Erfahrung im Präzisionsdruckguss basiert.
Bist du bereit zu ZUSAMMENARBEITEN Mit Jieda?
* Ihre E -Mail ist bei uns sicher, wir spam nicht.
Produkte
Kontaktinformationen
nbjd011@126.com
+86-574-86115705
Nr. 58 Mold Road, DAQI Technology Industrial Zone, Bezirk Beilun, Ningbo