Holen Sie sich ein Zitat
Druckguss von Autoteilen ist die vorherrschende Fertigungsmethode für hochvolumige Präzisionsmetallkomponenten in der Automobilindustrie – und das aus gutem Grund. Es liefert enge Toleranzen, komplexe Geometrien und hervorragende Oberflächengüten zu Kosten pro Teil, die kein anderer Prozess in diesem Maßstab erreichen kann. Unabhängig davon, ob Sie Halterungen, Gehäuse oder Strukturgehäuse für Elektrofahrzeugbatterien beschaffen, hilft Ihnen das Verständnis von Druckguss dabei, schnellere und intelligentere Entscheidungen zu treffen.
Dieser Leitfaden behandelt alles von den Grundlagen des Druckgussverfahrens über die Materialauswahl bis hin zu Anwendungen für Elektrofahrzeuge und Veredelungsoptionen und enthält praktische FAQs – damit Sie feststellen können, ob Druckguss für Ihr Projekt geeignet ist.

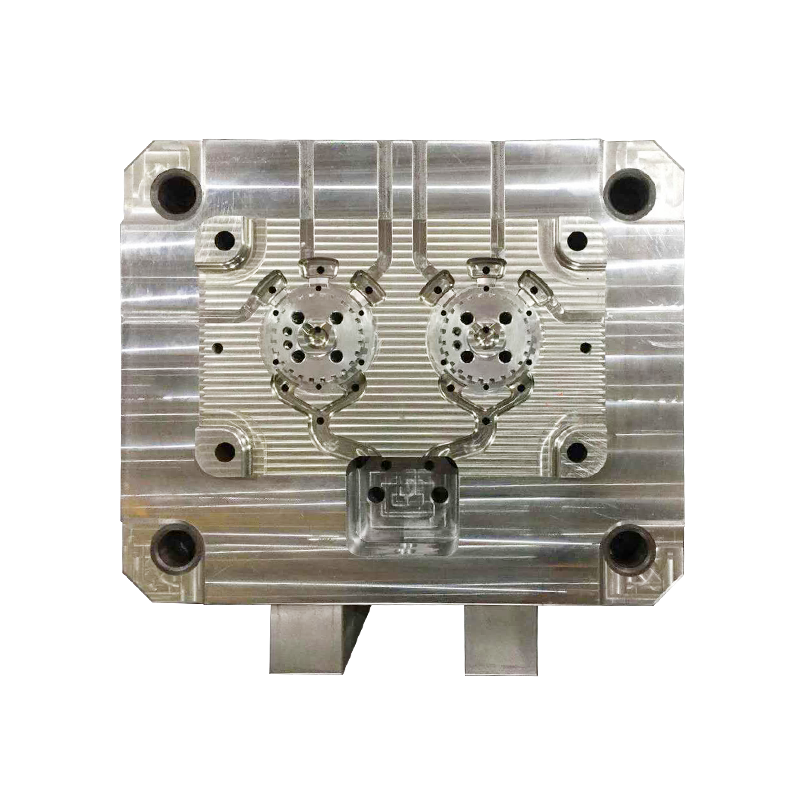
Druckguss ist ein Metallgussverfahren, bei dem geschmolzenes Metall unter hohem Druck in eine wiederverwendbare Stahlform, eine sogenannte Matrize, eingespritzt wird. Das Metall verfestigt sich schnell und das fertige Teil wird ausgeworfen – oft in weniger als 60 Sekunden pro Zyklus. Für Automobilanwendungen bedeutet dies Millionen von nahezu endkonturnahen Teilen mit gleichbleibender Maßgenauigkeit.
Der Automobilsektor macht aus über 75 % der gesamten Druckgussproduktion weltweit , nach Angaben der North American Die Casting Association (NADCA). Zu den gängigen im Druckgussverfahren hergestellten Autoteilen gehören Motorblöcke, Getriebegehäuse, Achsschenkel, Pumpengehäuse, Türgriffe und zunehmend auch große Strukturbauteile für Elektrofahrzeuge.

Wenn Sie den Prozess verstehen, können Sie Durchlaufzeiten, Designanforderungen und Kostenfaktoren vorhersehen.
Es gibt verschiedene Druckgussvarianten, die jeweils für unterschiedliche Legierungen, Teilegrößen und Qualitätsanforderungen geeignet sind.
| Typ | Wie es funktioniert | Beste Legierungen | Entscheidender Vorteil |
|---|---|---|---|
| Heiße Kammer | Der Einspritzmechanismus ist in geschmolzenes Metall getaucht | Zink, Magnesium | Schnelle Zykluszeiten, geringe Porosität |
| Kalte Kammer | Metall wird separat in die Schrothülse gefüllt | Aluminium, Kupfer | Behandelt hochschmelzende Legierungen |
| Vakuum-Druckguss | Vor dem Einspritzen wird die Luft aus der Matrize evakuiert | Aluminium | Nahezu keine Porosität, schweißbare Teile |
| Halbfest (Thixocasting) | In halbfestem Zustand eingespritztes Metall | Aluminium, Magnesium | Hervorragende mechanische Eigenschaften |
| Squeeze-Casting | Beim Erstarren wird hoher Druck ausgeübt | Aluminium | Strukturelle Integrität, wärmebehandelbar |
Für die meisten großvolumigen Automobilanwendungen Kaltkammer-Aluminium-Druckguss ist die Standardauswahl. Vakuumdruckguss wird zunehmend für Strukturteile von Elektrofahrzeugen eingesetzt, bei denen Schweißbarkeit erforderlich ist.

Die Dominanz des Druckgusses im Automobilbau ist kein Zufall. Es bietet eine Kombination von Leistungsmerkmalen, die konkurrierende Prozesse einfach nicht in großem Maßstab reproduzieren können.

Kein Herstellungsprozess ist ohne Kompromisse. Wenn Sie die Grenzen des Druckgusses kennen, können Sie kostspielige Überraschungen vermeiden.

Druckgegossene Automobilkomponenten erfüllen strukturelle, thermische, mechanische und ästhetische Funktionen. Das Verfahren wird gerade deshalb ausgewählt, weil es gleichzeitig mehrere Funktionsanforderungen in einem einzigen Teil erfüllen kann.
Achsschenkel, Hilfsrahmenhalterungen und Aufhängungskomponenten tragen dynamische Belastungen und müssen Anforderungen an die Ermüdungslebensdauer erfüllen 10 Millionen Zyklen . Aluminiumdruckgussteile mit Zugfestigkeiten von 280–320 MPa erfüllen diese Anforderungen und reduzieren gleichzeitig die Masse im Vergleich zu Stahläquivalenten um 40–50 %.
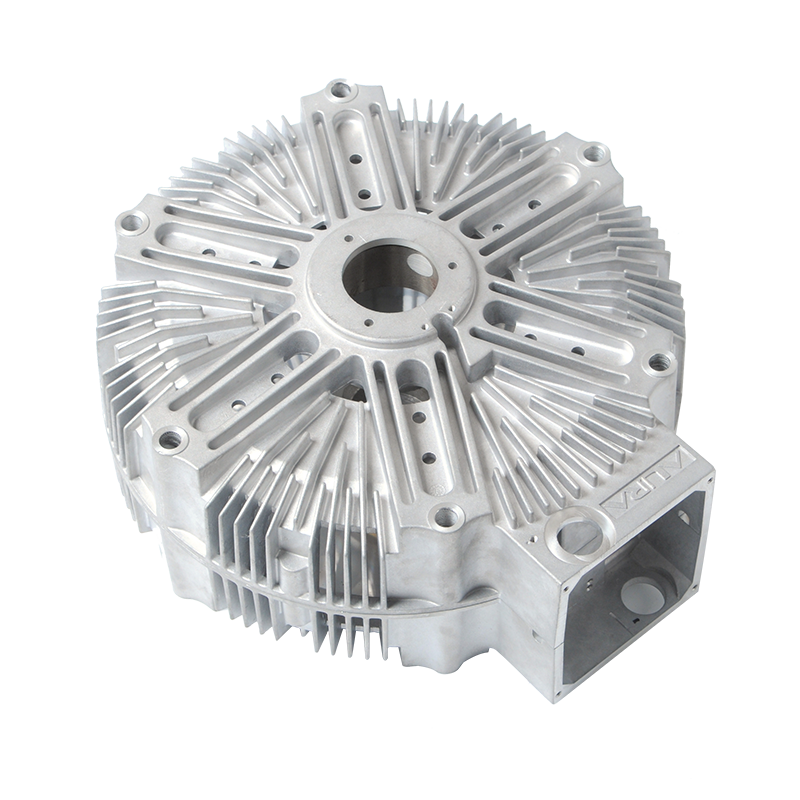
Motorblöcke, Zylinderköpfe und zunehmend auch Batteriegehäuse von Elektrofahrzeugen nutzen die Fähigkeit des Druckgusses, komplexe Kühlkanäle direkt in die Teilegeometrie zu integrieren – wodurch gelötete Baugruppen entfallen und der Wärmewiderstand verringert wird.
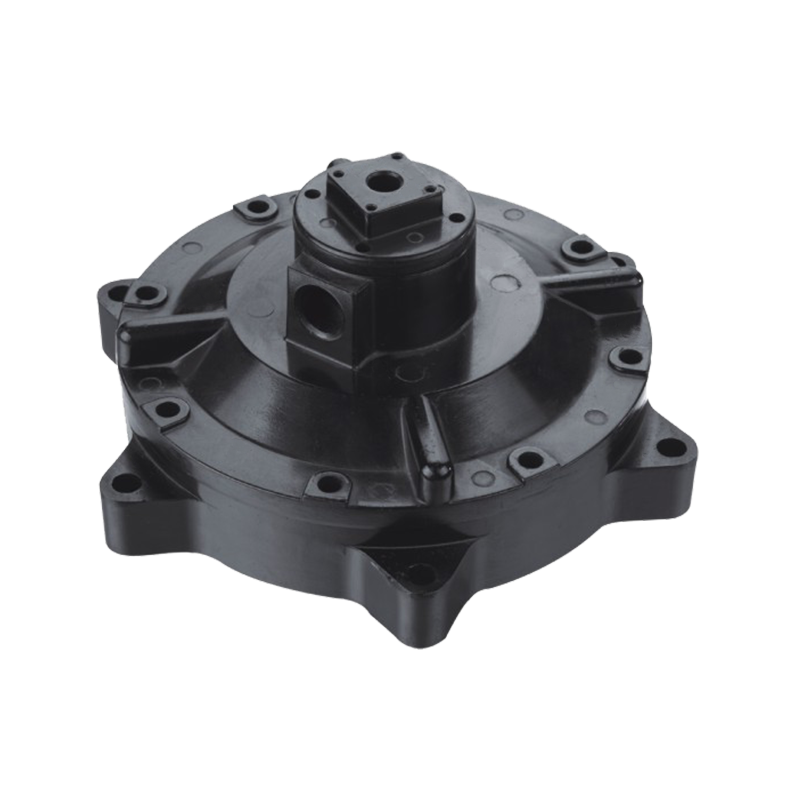
Getriebegehäuse, Differentialgehäuse und Pumpenkörper bilden dichte Gehäuse für unter Druck stehende Flüssigkeiten. Druckguss sorgt für die Maßhaltigkeit, die für eine zuverlässige Dichtungsabdichtung ohne manuelles Einpassen erforderlich ist.
In modernen Fahrzeugen sind in Gehäusen aus Aluminiumdruckguss und Zink Steuergeräte, Sensoren und Anschlüsse untergebracht, die eine EMI-Abschirmung, Erdungspfade und Schutz vor Vibrationen und Eindringen bieten.
Die Materialauswahl ist eine der folgenreichsten Entscheidungen beim Druckguss von Autoteilen. Jede Legierungsfamilie bietet eine eigene Kombination aus Eigenschaften, Kosten und Verarbeitbarkeit.
| Legierung | Dichte (g/cm³) | Zugfestigkeit (MPa) | Typische Autoanwendungen |
|---|---|---|---|
| Aluminium A380 | 2.71 | 310 | Motorblöcke, Gehäuse, Halterungen |
| Aluminium ADC12 | 2.74 | 320 | Getriebegehäuse, Batterieträger für Elektrofahrzeuge |
| Magnesium AZ91D | 1.81 | 230 | Instrumententafeln, Lenkräder |
| Zink Zamak 3 | 6.60 | 283 | Türgriffe, Schlosskomponenten, Anschlüsse |
| Kupfer C83600 | 8.50 | 255 | Elektrische Anschlüsse, Lager |
Aluminiumlegierungen dominieren den Automobildruckguss , was etwa 80 % aller Automobilgussteile nach Gewicht ausmacht. Der Trend zur Fahrzeugleichtbauweise beschleunigt den Wandel von Zink und Gusseisen hin zu Aluminium – insbesondere bei Antriebsstrang- und Strukturanwendungen.

Elektrofahrzeuge verändern die Druckgussnachfrage tiefgreifend. Durch den Wegfall des Verbrennungsmotors fallen einige traditionelle Gussanwendungen (Zylinderköpfe, Motorblöcke) weg, während gleichzeitig weitaus größere Möglichkeiten in EV-spezifischen Architekturen entstehen.
Hersteller von Elektrofahrzeugen verwenden überwiegend Aluminiumlegierungen mit hoher Duktilität die Crashbelastungen standhalten können, ohne zu brechen – eine Anforderung, die durch Batterieschutzvorschriften vorgegeben wird. Legierungen wie Silafont-36 (AlSi10MnMg), Aural-2 und proprietäre Zusammensetzungen sind optimiert für:

Der transformativste EV-Casting-Trend ist Giga-Casting — Verwendung von Maschinen mit Schließkräften von 6.000 bis 16.000 Tonnen zur Herstellung massiver einteiliger Strukturgussteile, die Hunderte von gestanzten und geschweißten Teilen ersetzen. Der hintere Unterboden des Tesla Model Y beispielsweise verfestigt sich etwa 70 Einzelteile zu einem Druckgussbauteil Dadurch wird die Montagezeit um 30 % und das Gewicht um 10 % reduziert.
Zu den wichtigsten EV-Druckgussanwendungen gehören:
Der weltweite Druckgussmarkt für Elektrofahrzeuge wurde auf ca. geschätzt 5,8 Milliarden US-Dollar im Jahr 2023 und soll bis 2032 18 Milliarden US-Dollar überschreiten, was auf die zunehmende Einführung von Elektrofahrzeugen und die Verbreitung der Giga-Casting-Technologie bei OEMs wie Volvo, Toyota und Rivian zurückzuführen ist.

Druckguss wird in nahezu jedem Fahrzeugsystem eingesetzt. Die wichtigsten Anwendungsbereiche sind:
Motorblöcke, Zylinderköpfe, Ölwannen, Steuergehäusedeckel und Getriebegehäuse waren in der Vergangenheit das Rückgrat des Automobildruckgusses. Ein typischer V6-Motor kann enthalten 15–20 Druckgussteile , die jeweils eine komplexe Innenkernbohrung und enge Bohrungstoleranzen erfordern.
Achsschenkel, Querlenkerhalterungen und Hilfsrahmenknoten werden zunehmend aus Aluminiumdruckguss gefertigt und ersetzen geschmiedeten Stahl, um die ungefederte Masse zu reduzieren. Die Reduzierung der ungefederten Masse um sogar 1 kg pro Kurve verbessert messbar die Fahrfrequenz und das Fahrverhalten.
Türgriffe, Spiegelhalterungen, Sitzversteller und dekorative Verkleidungsteile bestehen typischerweise aus Zinkdruckguss und nutzen die Fähigkeit von Zink, enge Toleranzen bei dünnen Wandabschnitten einzuhalten 0,4 mm .
Kompressorgehäuse, Pumpenkörper, Thermostatgehäuse und Ventilkörper für HLK- und Kühlsysteme bestehen üblicherweise aus Aluminiumdruckguss und werden aufgrund ihrer Druckdichtigkeit und Kompatibilität mit der Kühlmittelchemie ausgewählt.
Steuergerätegehäuse, Radarsensorhalterungen und Steckerkörper gehören zu den am schnellsten wachsenden Druckgussanwendungen in modernen Fahrzeugen, angetrieben durch die Verbreitung von ADAS und vernetzter Fahrzeugelektronik.

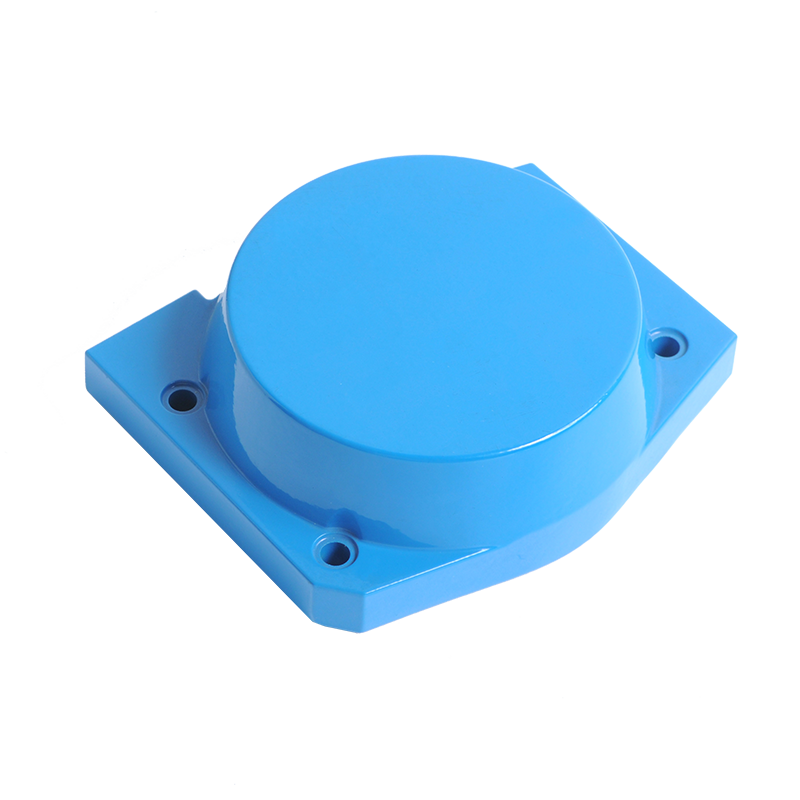
Die meisten druckgegossenen Automobilteile erfordern einen oder mehrere Nachbearbeitungsvorgänge, um funktionelle oder ästhetische Anforderungen zu erfüllen. Die Wahl des richtigen Veredelungsverfahrens ist ebenso wichtig wie die Gussparameter selbst.
Die Lieferantenauswahl ist eine strategische Entscheidung, die sich während der Laufzeit des Programms auf Kosten, Qualität und Stabilität der Lieferkette auswirkt. Wählen Sie nicht ausschließlich nach Stückpreis aus — Werkzeugqualität, Prozesskontrolle und anwendungstechnische Fähigkeiten sind gleichermaßen wichtig.
Bewerten Sie den Maschinentonnagebereich, die Fähigkeit zur Werkzeugkonstruktion (intern oder ausgelagert) und die Prozesskontrollsysteme des Lieferanten. Bestätigen Sie bei EV-Strukturteilen, dass sie über die Fähigkeit zum Vakuumdruckguss oder Squeeze-Casting verfügen und über Erfahrung mit Legierungen mit hoher Duktilität verfügen.
Zumindest die Zulieferer von Automobildruckguss sollten sich halten IATF 16949 Zertifizierung und betreiben einen APQP/PPAP-Prozess. Fragen Sie nach Cpk-Daten (Ziel ≥1,67 für kritische Abmessungen) und Fehlerratenmetriken (Ziel ≤50 ppm für Tier-1-Automobilindustrie).
Die besten Lieferanten engagieren sich schon früh in der Entwurfsphase, um die Teilegeometrie für die Gießbarkeit zu optimieren und so die Komplexität der Werkzeuge und die Zykluszeit zu reduzieren. Suchen Sie nach demonstrierten DFM-Fallstudien, die Teilekonsolidierung oder Ergebnisse zur Ertragsverbesserung zeigen.
Lieferanten mit internen Bearbeitungs-, Endbearbeitungs- und Untermontagekapazitäten reduzieren die Anzahl Ihrer Ebenen und die Logistikkomplexität. Bestätigen Sie bei globalen Programmen, dass der Lieferant über Multi-Site-Fähigkeit oder qualifizierte Backup-Quellen verfügt.
Druckguss ist eine ausgezeichnete Wahl, wenn mehrere Bedingungen zusammenpassen. Verwenden Sie den folgenden Rahmen, um die Eignung zu beurteilen:
| Faktor | Druckguss bevorzugt | Erwägen Sie Alternativen |
|---|---|---|
| Jahresvolumen | >5.000 Teile/Jahr | <5.000 (Sandguss, 3D-Druck) |
| Material | Al, Zn, Mg, Cu | Stahl, Titan, Inconel |
| Komplexität der Geometrie | Komplex, vielseitig, dünnwandig | Einfache prismatische Formen (Bearbeitung) |
| Strukturelle Kritikalität | Mäßig bis hoch (mit Vakuum) | Höchste Sicherheitsklasse (Schmieden) |
| Anforderung an die Oberflächenbeschaffenheit | Ra 1–3 µm im Gusszustand akzeptabel | Spiegelglanz erforderlich (Bearbeitung) |
| Zeit zur Markteinführung | 8–16 Wochen Werkzeugvorlaufzeit akzeptabel | Benötigte Wochen (3D-Druck, Bearbeitung) |
Wenn Ihr Teil aus Aluminium oder Zink besteht, mehr als 10.000 Einheiten pro Jahr produziert werden und interne Kanäle oder eine komplexe äußere Geometrie aufweisen, ist Druckguss mit ziemlicher Sicherheit die kostengünstigste Option. Für kleine Stückzahlen und sicherheitskritische Anwendungen, die eine geschmiedete Mikrostruktur oder exotische Legierungen erfordern, sollten Sie Alternativen in Betracht ziehen.

Mit Zinkdruckguss lassen sich dünne Wände erzielen 0,4–0,6 mm ; Aluminium hat für Automobilstrukturteile typischerweise ein praktisches Minimum von 1,0–1,5 mm. Zu dünne Wände können zu Kaltabschlüssen und unvollständiger Füllung führen.
Eine gut gewartete Matrize aus H13-Werkzeugstahl liefert normalerweise Ergebnisse 100.000–500.000 Schüsse für Aluminiumgussteile und bis zu 1.000.000 Schuss für Zink. Die Lebensdauer der Matrize hängt stark von der Teilegeometrie, der Legierungstemperatur und dem Design des Kühlkreislaufs ab.
Standardteile aus Hochdruckguss (HPDC) enthalten eingeschlossenes Gas und sind es im Allgemeinen nicht schweißbar . Vakuumdruckguss- oder Pressgussteile aus hochduktilen Legierungen (z. B. Silafont-36) können MIG/TIG-geschweißt werden und werden in strukturellen EV-Karosserieanwendungen verwendet.
Unter Giga-Casting versteht man den Einsatz sehr großer Druckgussmaschinen (6.000–16.000 Tonnen Schließkraft) zur Herstellung einteiliger struktureller Karosseriegussteile. Tesla war Pionier dieser Technik mit seinem hinteren Unterboden des Model Y, und Konkurrenten wie Volvo, Toyota, BYD, Geely und Rivian implementieren aktiv ähnliche Prozesse.
Industrielles Röntgen (2D- und 3D-CT-Scanning) ist die primäre Prüfmethode für innere Porosität in sicherheitskritischen Gussteilen. ASTM E505 und ASTM E155 bieten Referenz-Röntgenstandards für akzeptable Porositätsniveaus in Aluminium- und Magnesium-Druckgussteilen.
Erwarten Sie bei einem typischen Aluminium-Druckguss für die Automobilindustrie 16–24 Wochen Vom Design-Freeze bis zu den ersten PPAP-genehmigten Teilen: 8–12 Wochen für die Herstellung der Matrizen, 2–4 Wochen für Probeaufnahmen und Prozessoptimierung und 4–8 Wochen für die PPAP-Dokumentation und -Genehmigung.
Die Oberflächenrauheit von Aluminiumdruckgussteilen im Gusszustand beträgt typischerweise Ra 1,6–3,2 µm auf ebenen Flächen und Ra 3,2–6,3 µm in Bereichen mit komplexer Geometrie oder in der Nähe von Entlüftungsstellen. Polierte Stempeloberflächen können auf kosmetischen Flächen einen Ra-Wert von 0,8 µm erreichen.
Bist du bereit zu ZUSAMMENARBEITEN Mit Jieda?
* Ihre E -Mail ist bei uns sicher, wir spam nicht.
Produkte
Kontaktinformationen
nbjd011@126.com
+86-574-86115705
Nr. 58 Mold Road, DAQI Technology Industrial Zone, Bezirk Beilun, Ningbo