Holen Sie sich ein Zitat
In der modernen industriellen Fertigung Motorteile Druckguss hat sich von traditionellen Gussverfahren zu einer hochpräzisen und hocheffizienten Fertigungstechnologie entwickelt. Derzeit wächst der weltweite Druckgussmarkt für Motorteile mit einer durchschnittlichen jährlichen Wachstumsrate von 5,8 % , wobei die Marktgröße voraussichtlich größer sein wird 42 Milliarden US-Dollar bis 2028. Die Druckgusstechnologie verbessert nicht nur die Dichte und Maßgenauigkeit von Motorteilen erheblich, sondern kontrolliert auch die darunter liegenden Ausschussraten 1,5 % durch automatisierte Produktion, was es zu einem unersetzlichen Schlüsselglied in der Lieferkette der Motorenherstellung macht.
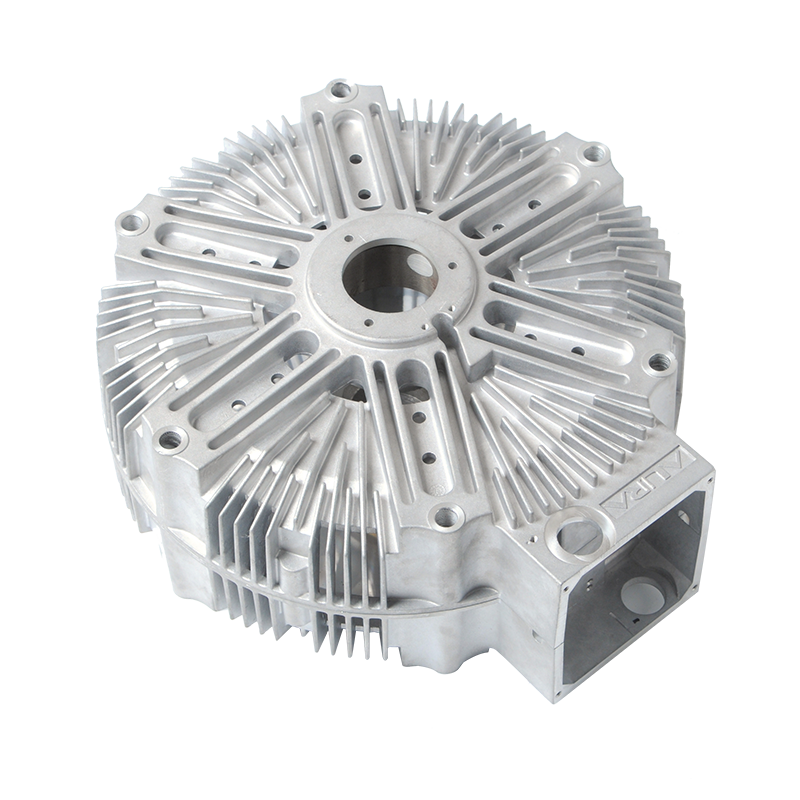
Für Hersteller bedeutet die Beherrschung fortschrittlicher Druckgussverfahren, dreifache Vorteile bei Produktqualität, Produktionskosten und Lieferzyklen zu erzielen. Am Beispiel von Motorgehäusen aus Aluminiumlegierung kann die Wandstärke nach der Einführung des Hochdruck-Druckgusses auf unter 30 % reduziert werden 2,5 mm , das Gewicht wird um mehr als reduziert 30 % und die Wärmeableitungseffizienz verbessert sich um 20 % – Diese Leistungsindikatoren bestimmen direkt den Wettbewerbsvorteil von Motoren in Fahrzeugen mit neuer Energie und industriellen Automatisierungsanwendungen.
Der Herstellungsprozess für Motorteile durchlief drei Hauptphasen. Die erste Stufe ist das Schwerkraftgießen, bei dem das Eigengewicht des geschmolzenen Metalls zum Füllen der Form genutzt wird. Es eignet sich für Teile mit einfachen Strukturen und geringeren Präzisionsanforderungen, weist jedoch hohe Porositätsraten und eine schlechte Oberflächenrauheit auf. Die zweite Stufe ist das Niederdruckgießen, bei dem geschmolzenes Metall durch Luftdruck sanft in die Form gedrückt wird, wodurch die Porosität verringert wird 3%-5 % , aber immer noch nicht den Anforderungen an Präzisionsmotorteile gerecht.
Die dritte Stufe, die derzeit gängige Hochdruck-Druckgusstechnologie, erreicht Einspritzdrücke von 30-150 MPa . Geschmolzenes Metall füllt den Formhohlraum unter hohem Druck schnell, wobei die Abkühlzeiten verkürzt werden 3-8 Sekunden und Produktionszyklen erreichen 30-60 Sekunden pro Schuss . Am Beispiel von Motorenddeckeln können durch Hochdruck-Druckgussprodukte Maßtoleranzen kontrolliert werden ±0,05 mm , mit den folgenden Ra-Werten für die Oberflächenrauheit 1,6 μm , wodurch die Anforderungen an die Präzisionspassung für die Motormontage vollständig erfüllt werden.
Die Branche beschleunigt derzeit den Übergang zu intelligenten Druckgusszellen. Ein komplettes intelligentes Druckgusssystem integriert Echtzeit-Temperaturüberwachung, Druckkurvenanalyse und automatische Teileentnahme durch Roboter. Daten zeigen, dass nach der Einführung intelligenter Temperaturkontrollsysteme die Temperaturschwankungen von Aluminiumflüssigkeiten von ±15 °C auf reduziert wurden ±3°C . Die daraus resultierende Verbesserung der Maßhaltigkeit reduziert die Nachbearbeitungsaufmaße um ein Vielfaches 40 % , wodurch die Bearbeitungskosten pro Teil gesenkt werden 12 %–18 % .
Die Qualitätskontrolle beim Druckguss von Motorteilen hängt von der präzisen Regulierung mehrerer Prozessparameter ab. Die folgende Tabelle vergleicht, wie sich unterschiedliche Parametereinstellungen auf typische Fehler auswirken:
| Prozessparameter | Empfohlener Bereich | Primäre damit verbundene Mängel | Auswirkungsstufe |
|---|---|---|---|
| Temperatur der Aluminiumflüssigkeit | 660–720 °C | Kaltabschlüsse, Löten | Hoch |
| Formtemperatur | 180–260 °C | Porosität, heiße Risse | Hoch |
| Einspritzgeschwindigkeit | 2-6 m/s | Lufteinschlüsse, Oxideinschlüsse | Mittelhoch |
| Intensivierungsdruck | 30-80 MPa | Schrumpfporosität, unzureichende Dichte | Hoch |
| Verweildauer | 3-10 Sekunden | Schrumpfporosität, Maßabweichung | Mittel |
Wie in der Tabelle gezeigt, Aluminiumflüssigkeitstemperatur, Formtemperatur und Verstärkungsdruck sind die drei Hauptparameter, die die Druckgussqualität von Motorteilen beeinflussen. Am Beispiel des Druckgusses von Motorgehäusen, wenn die Formtemperatur unterschritten wird 180°C , steigen die Cold-Shut-Defektraten weiter an 8 % ; wenn der Verstärkungsdruck nicht ausreicht 30 MPa , kann die innere Schrumpfporosität überschritten werden 5% Dies beeinträchtigt die Dichtleistung und die Wärmeableitungseffizienz des Motors erheblich.
Im Bereich des Druckgusses von Motorteilen machen Aluminiumlegierungen über 100 % aus 85 % Marktanteil, wobei ADC12 und A380 die beiden am häufigsten verwendeten Qualitäten sind. ADC12 hat einen Siliziumgehalt von 9,6 %–12,0 % , bietet hervorragende Fließfähigkeit und eignet sich für die Herstellung dünnwandiger, komplexer Motorendabdeckungen und Anschlusskästen; A380 hat einen Kupfergehalt von 3,0 %–4,0 % , mit Zugfestigkeit erreichen 320 MPa Dadurch eignet es sich besser für Motorhalterungen und -sockel, die hohen mechanischen Belastungen ausgesetzt sind.
Bei herkömmlichen Aluminiumlegierungen gibt es jedoch Engpässe bei der Wärmeleitfähigkeit. Reines Aluminium hat eine Wärmeleitfähigkeit von 237 W/(m·K) , während ADC12 auf ca. fällt 96 W/(m·K) aufgrund des hohen Siliziumgehalts. Um den hohen Wärmeableitungsanforderungen von Antriebsmotoren für neue Energiefahrzeuge gerecht zu werden, fördert die Industrie Aluminiumlegierungen mit niedrigem Siliziumgehalt und hoher Wärmeleitfähigkeit, die die Wärmeleitfähigkeit erhöhen können 150-170 W/(m·K) unter Beibehaltung einer ausreichenden Gießflüssigkeit.
Die Dichte der Magnesiumlegierung beträgt nur 64 % das einer Aluminiumlegierung (1,81 g/cm³ gegenüber 2,71 g/cm³), was ein enormes Potenzial für den Leichtbau von Motoren zeigt. Motorgehäuse können aus der Magnesiumlegierung AZ91D druckgegossen werden 25 %–30 % leichter als Aluminiumversionen, während sich die spezifische Festigkeit (Verhältnis von Festigkeit zu Dichte) um ein Vielfaches verbessert 15 % . Derzeit werden druckgegossene Motorteile aus Magnesiumlegierung in einigen High-End-Elektrowerkzeugen und Drohnenmotoren serienmäßig eingesetzt, mit jährlichen Wachstumsraten von mehr als 100 % 12 % .
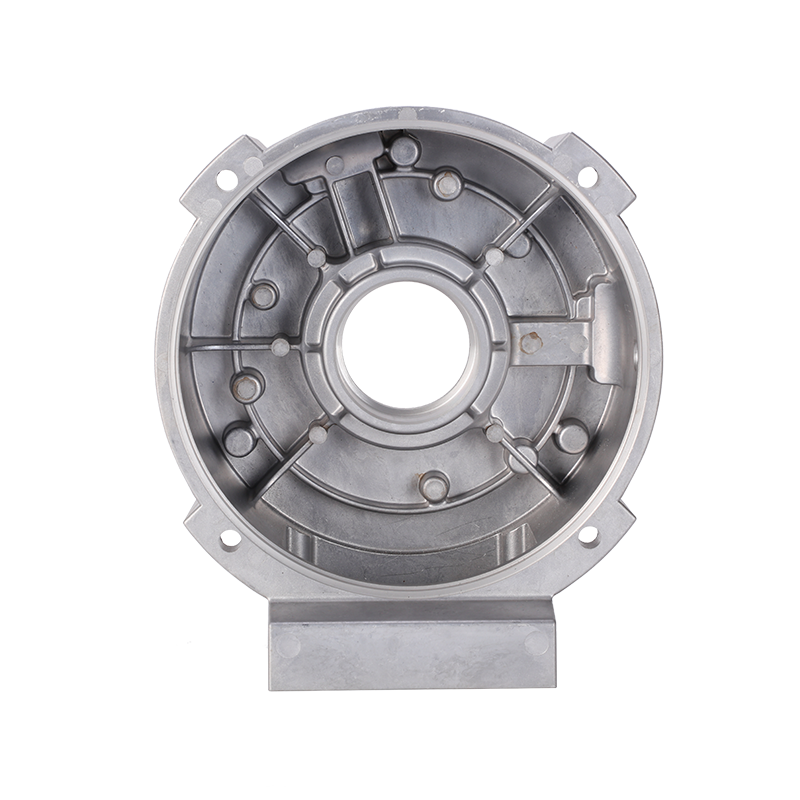
Druckgussformen stellen das erste Tor dar, das die Qualität von Motorteilen bestimmt – ihre Konstruktionsgenauigkeit und Lebensdauer wirken sich direkt auf die Produktionskosten und die Produktkonsistenz aus. Bei einer Motorgehäuse-Druckgussform muss die Rauheit der Hohlraumoberfläche wie folgt kontrolliert werden Ra 0,4 μm , mit passgenauer Passspielgenauigkeit 0,02 mm Ebene.
Ebenso wichtig ist die Auswahl des Formstahls. H13-Warmarbeitsstahl mit seiner hervorragenden thermischen Ermüdungsbeständigkeit hat sich zum Hauptmaterial für Druckgussformen für Motorteile entwickelt, wobei die Härte normalerweise auf 0,05 % eingestellt wird HRC 44-48 . Unter normalen Einsatz- und Wartungsbedingungen kann eine H13-Form fertiggestellt werden 80.000-120.000 Druckgusszyklen. Mit der fortschrittlichen Oberflächennitrierbehandlungstechnologie kann die Lebensdauer der Form auf über 100 % verlängert werden 150.000 Zyklen , wodurch die Kosten für die Amortisation der Form pro Schuss reduziert werden 35 % .
Anschnittdesign ist eine Kerntechnologie im Formenbau. Für Motorendabdeckungen mit ungleichmäßiger Wandstärke gilt die Übernahme Lüftertore kombiniert mit lokale Intensivierung Prozesse ermöglichen es geschmolzenem Metall, den Hohlraum vollständig zu füllen 0,3 Sekunden , wodurch Wirbellufteinschlüsse effektiv vermieden werden. Tatsächliche Produktionsdaten zeigen, dass ein optimiertes Angussdesign die Porositätsdefektraten reduzieren kann 4,2 % nach unten 1,1 % .

Die Erkennung interner Defekte an Motorteilen basiert hauptsächlich auf Röntgeninspektion und industrieller CT-Technologie. Die branchenüblichen Qualitätskriterien für Gehäuse von Antriebsmotoren von Fahrzeugen mit neuer Energie sind: Der individuelle Porendurchmesser darf nicht überschritten werden 1,0 mm und die gesamte Porenfläche beträgt weniger als 2 % der Querschnittsfläche. Hochauflösende industrielle CT (Auflösung 5μm ) ermöglicht 100 % Inline-Inspektion, mit Inspektionszyklen, die mit den Produktionszyklen des Druckgusses synchronisiert sind, um sicherzustellen, dass kein Fehler auftritt.
Druckguss-Motorteile erfordern in der Regel eine Präzisionsbearbeitung, um die endgültigen Montagemaße zu erreichen. Am Beispiel von Motorlagergehäusen sind Druckgussrohlinge vorbehalten 0,8–1,2 mm Bearbeitungszugabe und nach der CNC-Bearbeitung wird die Rundheitstoleranz innerhalb kontrolliert 0,01 mm , mit Oberflächenrauheit Ra unten 0,8 μm und erfüllt die Präzisionsanforderungen für Lagerpresssitze.
Zur Oberflächenbehandlung werden bei Motorgehäusen im Allgemeinen eloxierte oder elektrophoretische Beschichtungsverfahren eingesetzt. Die Dicke des eloxierten Films wird auf kontrolliert 8-15μm , wodurch die Oberflächenhärte nach oben erhöht wird HV 300 und bietet gleichzeitig eine hervorragende Isolierung und Korrosionsbeständigkeit. Für Motorteile, die im Freien verwendet werden, sind die Anforderungen an Salzsprühtests höher 500 Stunden ohne Rotrost, was doppelte Herausforderungen an die Druckgussdichte und die Oberflächenbehandlungsprozesse mit sich bringt.
Die Druckgussindustrie für Motorteile sieht sich drei bedeutenden Trends gegenüber:
Die Bewältigung dieser Trends erfordert für Hersteller synchronisierte Investitionen in Ausrüstungsmodernisierungen, Materialforschung und -entwicklung sowie Digitalisierung. Unternehmen, die oben mit großen Druckgussmaschinen ausgestattet sind 800T , die Beherrschung der Raffinierungstechnologie für recyceltes Aluminium und die Einrichtung vollständiger Prozessdatenbanken werden in den nächsten Jahren erhebliche Wettbewerbsvorteile auf dem Markt erzielen 3-5 Jahre .
Bist du bereit zu ZUSAMMENARBEITEN Mit Jieda?
* Ihre E -Mail ist bei uns sicher, wir spam nicht.
Produkte
Kontaktinformationen
nbjd011@126.com
+86-574-86115705
Nr. 58 Mold Road, DAQI Technology Industrial Zone, Bezirk Beilun, Ningbo