Holen Sie sich ein Zitat
Druckguss von Fahrzeugteilen mit neuer Energie technology is undergoing a fundamental shift from traditional high-pressure die casting to integrierter ultragroßer Druckguss . As of 2025, the global automotive die casting market has reached approximately 55 bis 86,5 Milliarden US-Dollar und wird voraussichtlich überschritten werden 90 bis 144 Milliarden US-Dollar bis 2034, wobei eine durchschnittliche jährliche Wachstumsrate dazwischen beibehalten wird 5,5 % und 7,5 % . Aluminiumlegierungen machen ca. aus 70 % des Materialanteils, während Hochdruck-Kokillengussverfahren ca 60 % des Prozessanteils. Im Bereich der neuen Energiefahrzeuge sind Batteriegehäuse, Motorgehäuse, Schaltkastengehäuse und Karosseriestrukturteile zu den vier Kernanwendungsszenarien der Druckgusstechnologie geworden. Notably, an integrated die-cast rear floor can consolidate 72 Einzelteile zu einem einzigen Bauteil , significantly reducing body weight while enhancing structural rigidity.
The dependence of new energy vehicles on die casting technology stems from their unique engineering requirements. Im Vergleich zu herkömmlichen Fahrzeugen mit Verbrennungsmotor unterliegen Elektrofahrzeuge aufgrund des erheblichen Gewichts der Batteriepakete strengeren Anforderungen an den Leichtbau. Jeder 10 % Eine Reduzierung des Körpergewichts kann die Reichweite von Elektrofahrzeugen verbessern 6 % bis 8 % . Die Druckgusstechnologie ermöglicht die einmalige Formung komplexer geometrischer Formen unter Beibehaltung der strukturellen Festigkeit – ein Vorteil, den Stanz- und Schweißverfahren nur schwer erreichen können.
The battery system is the heaviest single component in a new energy vehicle, typically accounting for 20 % bis 30 % Gesamtgewicht des Fahrzeugs. Um die negativen Auswirkungen des Batteriegewichts auf die Reichweite auszugleichen, müssen Hersteller die Gewichtsreduzierung bei Karosseriestrukturen, Chassis und Gehäusekomponenten maximieren. Aluminiumdruckgussteile haben nur eine Dichte ein Drittel denen von Stahl, kombiniert mit hervorragender Wärmeleitfähigkeit und elektromagnetischen Abschirmeigenschaften, was sie zum bevorzugten Material für Batteriegehäuse und Motorgehäuse macht. Ein integrierter Heckboden aus Druckguss kann das Strukturgewicht des Heckteils um mehr als reduzieren 10 % , while simultaneously reducing part count from Dutzende to one, substantially simplifying supply chains and assembly processes.
Batteriesysteme in Fahrzeugen mit neuer Energie reagieren äußerst empfindlich auf das Wärmemanagement. Aluminiumdruckgusslegierungen weisen Wärmeleitfähigkeitskoeffizienten von etwa auf 96 bis 200 W/(m·K) , deutlich höher als gewöhnlicher Stahl, was eine effektive Wärmeableitung von Batteriepaketen ermöglicht und ein thermisches Durchgehen verhindert. Darüber hinaus bieten die hohe Maßgenauigkeit und Dichte von Druckgussteilen einen zuverlässigen Dichtungsschutz für Batterien und erfüllen die Wasser- und Staubschutzklasse IP67 oder höher. Im Hinblick auf die Crash-Sicherheit reduzieren integrierte Druckguss-Strukturbauteile Spannungskonzentrationsbereiche durch Eliminierung von Schweißpunkten und verbessern so die allgemeine Schlagfestigkeit der Struktur.

Bei Fahrzeugen mit neuer Energie decken die Anwendungen der Druckgusstechnologie mittlerweile Schlüsselbereiche ab, die von den „drei elektrischen“ Systemen (Batterie, Motor, Steuerung) bis hin zu Karosseriestrukturen reichen. Laut Branchenanalyse entfallen ca. 10 % auf Karosserie- und Fahrwerksanwendungen 40 % of the die casting market, while new-energy-specific components are growing far faster than traditional powertrain parts.
Batteriepackgehäuse stellen eine der symbolträchtigsten Anwendungen der Druckgusstechnologie in Fahrzeugen mit neuer Energie dar. Aktuelle Mainstream-Lösungen nutzen Hochdruck- oder Niederdruck-Druckgussverfahren, um Batterie-Untergehäuse aus Aluminium mit größeren Abmessungen herzustellen 2180×1500×110 mm . Solche großen Druckgussteile müssen folgende Eigenschaften aufweisen:
Mehrere fortschrittliche Hersteller haben damit begonnen, die integrierte Druckguss-Batterieträgertechnologie zu erforschen und komplexe, ursprünglich aus Strangpressprofilen geschweißte Rahmenstrukturen durch monolithische Gussteile zu ersetzen, wodurch die Anzahl der Schweißnähte weiter reduziert und die strukturelle Integrität verbessert wird.
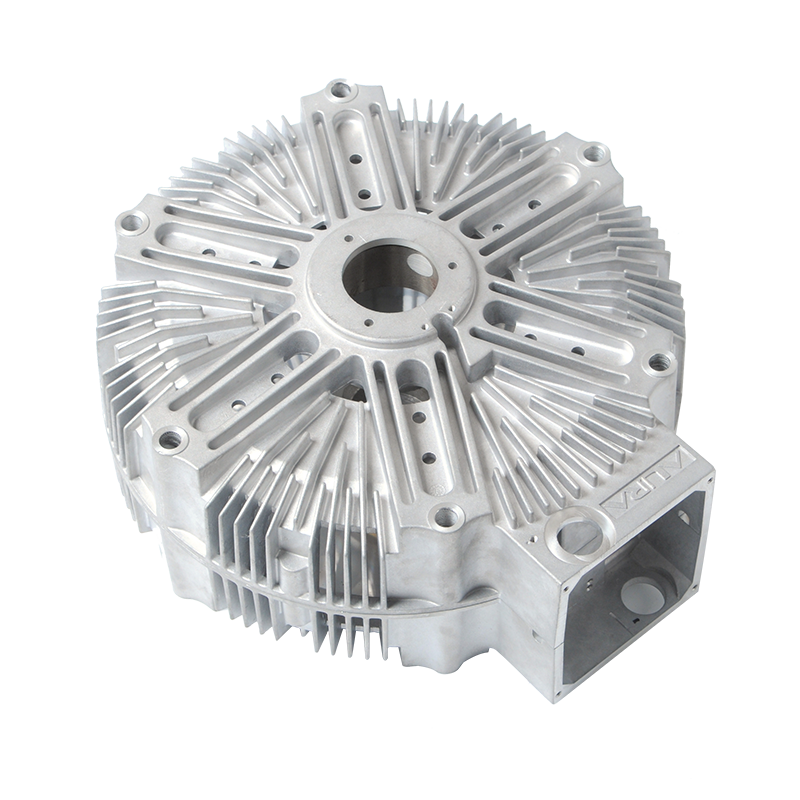
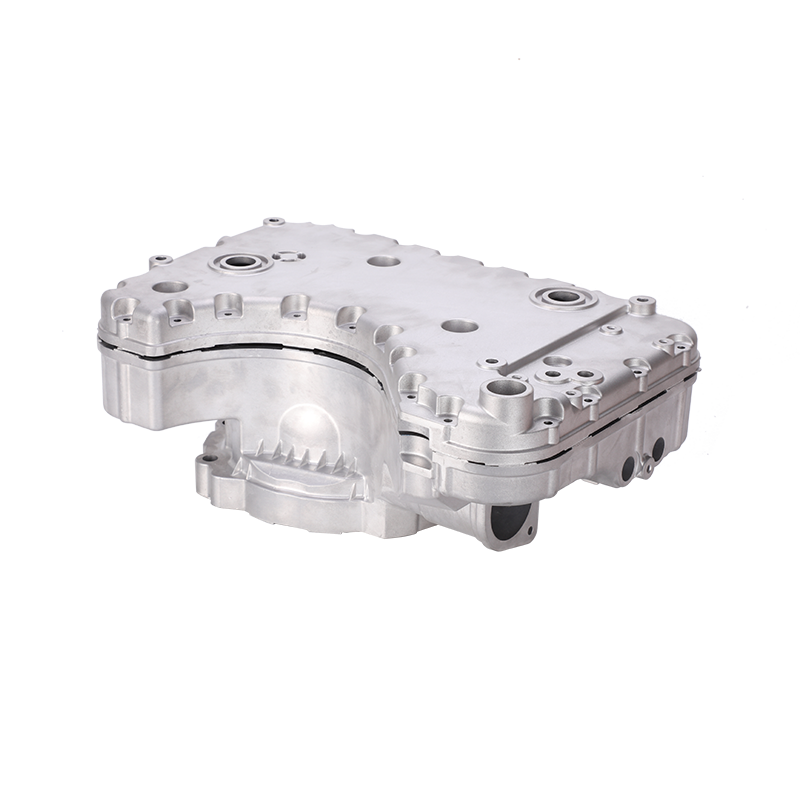
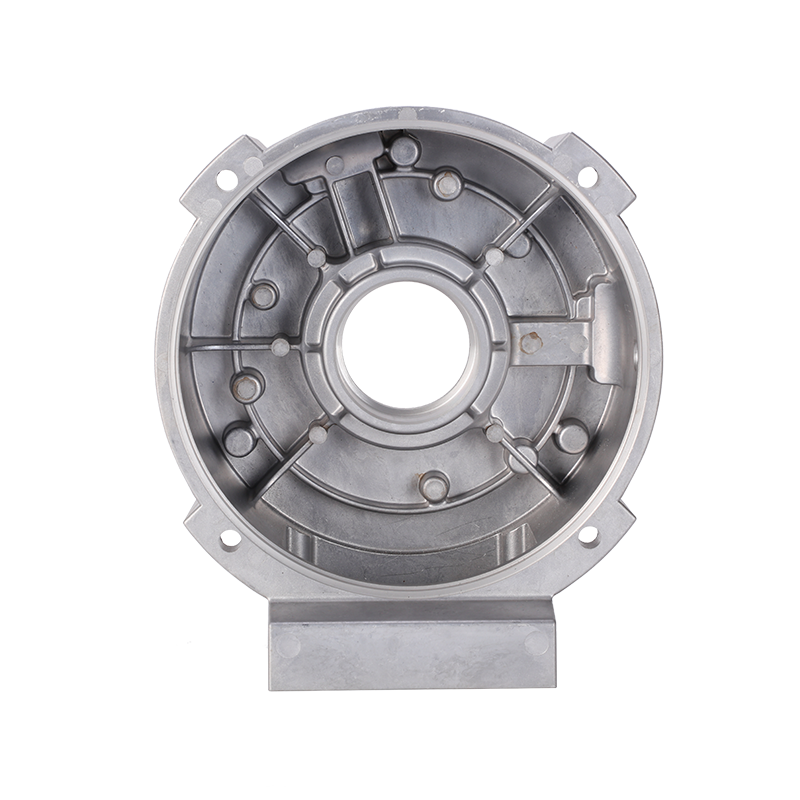
Antriebsmotorgehäuse und elektronische Steuergehäuse stellen eine weitere Kernanwendung der Druckgusstechnologie in Antriebssträngen von Fahrzeugen mit neuer Energie dar. Motorgehäuse werden in der Regel im Aluminium-Hochdruckdruckguss hergestellt und wiegen zwischen 8 und 15 kg und müssen gleichzeitig komplexe innere Hohlraumstrukturen für Kühlwassermäntel und Lagersitze beinhalten. Das Druckgussverfahren ermöglicht die One-Shot-Formung multifunktionaler Gehäuse mit Kühlwassermänteln, Montageflanschen und Anschlussdosensitzen. Im Vergleich zu Kombinationsprozessen aus Bearbeitung und Schweißen verbessert sich die Produktionseffizienz um 3 bis 5 Mal , wobei die Materialauslastungsraten auf über ansteigen 85 % .
Die integrierte Druckgusstechnologie verändert die Methoden der Karosserieherstellung. Zu den bereits in der Massenproduktion validierten Anwendungen gehören:
Der integrierte Druckguss (Gigacasting) stellt die bahnbrechendste Prozessinnovation im Automobilbau der letzten Jahre dar. Diese Technologie nutzt extrem große Druckgussmaschinen mit Schließkräften von mehr als 100 % 6.000 Tonnen und sogar erreichen 9.000 Tonnen Dabei werden Karosseriemodule, die ursprünglich Hunderte von Teilen und Dutzende Schweißvorgänge erforderten, in monolithische Strukturen im Einzelschuss-Spritzgussverfahren umgewandelt.
Der Kern des integrierten Druckgusses besteht darin, geschmolzene Aluminiumlegierungen mit hoher Geschwindigkeit und hohem Druck in präzisionsgefertigte Stahlformen einzuspritzen und so das Füllen und Erstarren innerhalb kürzester Zeit abzuschließen. Zu den wichtigsten Parametern ultragroßer Druckgussmaschinen gehören:
| Parameterkategorie | Traditioneller Hochdruck-Druckguss | Integrierter ultragroßer Druckguss |
|---|---|---|
| Spannkraft | 500–2.500 Tonnen | 6.000–16.000 Tonnen |
| Einzelschuss-Lautstärke | 5–20 kg | 80–150 kg |
| Anzahl der Teilekonsolidierungen | 1–5 Teile | 30–72 Teile |
| Schweißpunktreduzierung | 10–50 Punkte | 500–1.600 Punkte |
| Produktionszykluszeit | 60–120 Sekunden/Teil | 80–180 Sekunden/Teil |
Integrierter Druckguss verändert nicht nur die Formgebungsmethode von Teilen, sondern strukturiert auch die Lieferkettenlogik der Fahrzeugherstellung neu. Bei der herkömmlichen Herstellung des Heckbodens handelt es sich um Folgendes: dozens von Zulieferern, Hunderten von Stanzteilen und langwierigen Schweißmontagelinien. Durch integriertes Druckgießen sinkt die Anzahl der Teile drastisch, die Zuliefererebenen werden vereinfacht und die Arbeitsstunden in der Fertigung werden um etwa ein Vielfaches reduziert 30 % bis 40 % . Gleichzeitig kann durch reduzierte Schweiß- und Klebstoffauftragsprozesse die Produktionsfläche um mehr als ein Vielfaches reduziert werden 25 % Dies ermöglicht kompaktere und effizientere Fabriklayouts.
Die Leistung von Druckgussmaterialien bestimmt direkt die Sicherheit und Haltbarkeit von Fahrzeugkomponenten mit neuer Energie. Die Branche entwickelt sich derzeit von traditionellen Al-Si-Legierungssystemen hin zu neuen Legierungssystemen mit höherer Festigkeit und besserer Duktilität.
Herkömmliche Druckgussteile erfordern eine ausgedehnte Wärmebehandlung (T6- oder T7-Prozesse), um die erforderlichen mechanischen Eigenschaften zu erreichen, was jedoch bei großen dünnwandigen Teilen zu starkem Verzug führt. Wärmebehandlungsfreie Aluminiumlegierungen erzielen hervorragende Leistungskombinationen im Gusszustand 270 bis 320 MPa Zugfestigkeit und 8 % bis 12 % Dehnung durch Optimierung der Verhältnisse von Silizium, Magnesium, Mangan und Titan. Besonders kritisch sind solche Werkstoffe für integrierte Druckgussteile 1,5 Meter in der Abmessung, wodurch Maßabweichungen und Rissrisiken bei nachfolgenden Richtvorgängen vermieden werden.
Im Kontext der globalen CO2-Neutralität nimmt der Anteil des recycelten Aluminiums, das in der Druckgussindustrie verwendet wird, rapide zu. Der Energieverbrauch bei der Herstellung von recyceltem Aluminium beträgt nur ca 5 % die von Primäraluminium, wobei die CO2-Emissionen um mehr als 10 % reduziert werden 95 % . Derzeit verlangen mehrere Automobilhersteller von ihren Zulieferern die Verwendung von mehr als 100 % 50 % recycelte Aluminiumrohstoffe in kritischen Komponenten wie Batteriegehäusen. Der Druckgussprozess selbst besitzt einen extrem hohen Materialrecyclingwert – Angüsse, Angusskanäle und Ausschussteile können direkt wieder eingeschmolzen werden, wobei die umfassende Materialausnutzungsrate über liegt 90 % , in hohem Maße auf die CO2-armen Ziele des gesamten Lebenszyklus von Fahrzeugen mit neuer Energie abgestimmt.
Als leichteres Material als Aluminiumlegierungen (nur Dichte). zwei Drittel Magnesiumlegierungen zeigen Anwendungspotenzial in bestimmten Bauteilen. Bei Motorgehäuseanwendungen können Magnesiumlegierungsteile ungefähr erreichen 33 % Gewichtsreduzierung im Vergleich zu Aluminium-Pendants. Zu den derzeit validierten Druckgusskomponenten aus Magnesiumlegierungen gehören Gehäuse für Elektroantriebe, Sitzskelette und Türinnenverkleidungen. Aufgrund der Fortschritte bei korrosionsbeständigen Beschichtungstechnologien und Vakuumdruckgussverfahren wird erwartet, dass der Anwendungsanteil von Magnesiumlegierungen in Fahrzeugen mit neuer Energie gegenüber dem derzeitigen Stand allmählich zunehmen wird 1 % bis 2 % .
Trotz der erheblichen Vorteile der integrierten Druckgusstechnologie steht ihr Industrialisierungsprozess immer noch vor zahlreichen Herausforderungen, darunter Ausrüstungsinvestitionen, Prozesskontrolle und Reparaturkosten.
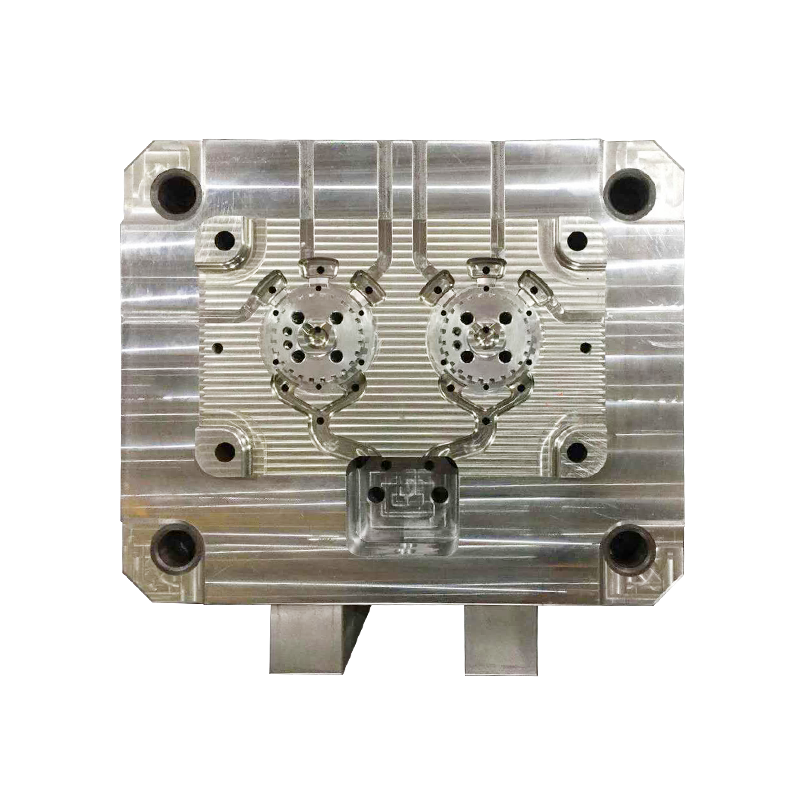
Eine einzelne, sehr große integrierte Druckgussmaschine erfordert normalerweise Investitionen in die Millionen Dollar Bereich. In Kombination mit Formen und peripherer Automatisierungsausrüstung kann die Anfangsinvestition für eine einzelne Produktionslinie ausreichen 2 bis 3 Mal denen herkömmlicher Stanz- und Schweißlinien. Darüber hinaus erstrecken sich große Formenherstellungszyklen 6 bis 10 Monate Die Lebensdauer der Form wird durch Wechselwirkungen bei hohen Temperaturen und hohem Druck beeinträchtigt, was in der Regel eine umfassende Überholung oder einen anschließenden Austausch erfordert 80.000 bis 100.000 Schüsse. Um die Fixkosten zu amortisieren, müssen Hersteller sicherstellen, dass die jährliche Kapazität der Produktionslinie die oben genannten Größenordnungen erreicht 100.000 Einheiten .
Große, dünnwandige Druckgussteile sind sehr anfällig für innere Porosität, die durch Lufteinschlüsse und Schrumpfung während der Formung verursacht wird, was sich negativ auf die Ermüdungsleistung und die Sicherheit von Strukturbauteilen auswirkt. Zu den aktuellen Branchenlösungen gehören:
Bei einer Kollision beschädigte integrierte Druckguss-Strukturbauteile können in der Regel nicht wie herkömmliche Blechteile vor Ort repariert oder ersetzt werden, sondern erfordern den Austausch der gesamten großen Baugruppe. Dies stellt die After-Sales-Reparatursysteme und die Versicherungspreise vor neue Herausforderungen. Die Branche erforscht zwei Lösungswege: erstens die Optimierung von Strukturkonstruktionen mit Aufprallenergieabsorptionszonen, um sicherzustellen, dass Druckgussteile bei Unfällen nur kontrollierte Verformungen erfahren; Zweitens: Entwicklung lokaler Schneid- und Wiederverbindungstechnologien, um Reparaturen an bestimmten Stellen statt eines vollständigen Austauschs der Baugruppe zu ermöglichen.
Aus regionaler Vertriebsperspektive entfällt auf die Region Asien-Pazifik, die ihre gesamte Automobilindustriekette und den schnell wachsenden Markt für Fahrzeuge mit neuer Energie nutzt, etwa 45 % bis 46 % des globalen Automobildruckgussmarktes, wobei China der am schnellsten wachsende Einzelmarkt ist. Die nordamerikanischen und europäischen Märkte profitieren von der Elektrifizierungstransformation und der lokalen Produktionsverlagerungspolitik, jeweils etwa 10 % 25 % and 20 % Marktanteile.
In den nächsten fünf Jahren werden sich die Anwendungen der integrierten Druckgusstechnologie von den aktuellen Heckböden und Frontfächern auf weitere Bereiche erstrecken:
Branchenprognosen zufolge wird bis 2030 allein der Produktionswert ausschließlich von Komponenten für Elektrofahrzeuge (mit Ausnahme traditioneller Antriebssysteme) auf dem weltweiten Markt für Druckguss-Automobilteile erreicht 5 bis 9 Milliarden US-Dollar und wird zum zentralen Motor für das Branchenwachstum. Mit der Verbreitung von Druckgussmaschinen über 8.000 Tonnen und der Reifung wärmebehandlungsfreier Materialien wird sich der Herstellungsansatz für Fahrzeuge mit neuer Energie weiter in Richtung leichterer, stärkerer und einfacherer Richtungen entwickeln.
Bist du bereit zu ZUSAMMENARBEITEN Mit Jieda?
* Ihre E -Mail ist bei uns sicher, wir spam nicht.
Produkte
Kontaktinformationen
nbjd011@126.com
+86-574-86115705
Nr. 58 Mold Road, DAQI Technology Industrial Zone, Bezirk Beilun, Ningbo