Holen Sie sich ein Zitat
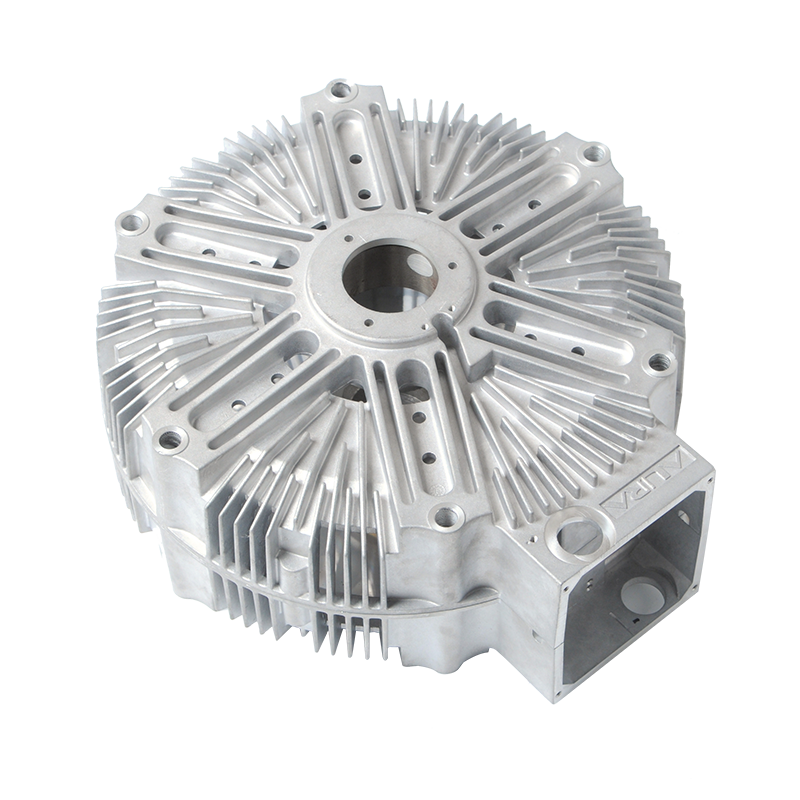
Getriebegehäuse aus Druckguss ist ein Hochdruckherstellungsverfahren, bei dem eine geschmolzene Aluminiumlegierung in eine Präzisionsstahlform (Matrize) eingespritzt wird, um komplexe, leichte und maßgenaue Getriebegehäuse herzustellen. Dieser Prozess ermöglicht die Herstellung komplizierter Geometrien – einschließlich Kühlrippen, Befestigungsvorsprüngen und interner Rippenstrukturen –, die durch maschinelle Bearbeitung oder andere Gussverfahren nur schwer oder zu hohen Kosten zu erreichen wären.
Bei dem Verfahren kommen typischerweise Kaltkammer-Hochdruckgussmaschinen (HPDC) mit einer Schließkraft von 500 bis 4.000 Tonnen zum Einsatz, die in der Lage sind, Getriebegehäuse mit Wandstärken von nur 0,8–1,5 mm herzustellen und dabei enge Maßtoleranzen von ±0,01 mm nach der CNC-Bearbeitung einzuhalten. Die Zykluszeiten variieren je nach Teilegröße zwischen 30 Sekunden und 3 Minuten und eignen sich daher ideal für die Massenproduktion von Automobilen mit einem Jahresvolumen von mehr als 50.000 Einheiten.
Die resultierenden Komponenten bieten ein hervorragendes Verhältnis von Festigkeit zu Gewicht. Typische Getriebegehäuse aus Aluminiumdruckguss wiegen 30–40 % weniger als entsprechende Eisengussteile und bieten gleichzeitig ausreichende Steifigkeit, um die Getriebeausrichtung unter Betriebslasten von 200–500 Nm Drehmoment aufrechtzuerhalten.
Aluminiumlegierungen dominieren bei Getriebegehäuseanwendungen, wobei A380, ADC12 und A360 die drei wichtigsten Materialoptionen darstellen, die jeweils unterschiedliche Leistungsmerkmale bieten, die für spezifische Betriebsanforderungen geeignet sind.
| Legierung | Siliziumgehalt | Zugfestigkeit | Hauptmerkmale | Primäre Anwendungen |
|---|---|---|---|---|
| A380 | 7,5–9,5 % | 324 MPa | Beste Allzwecklegierung; ausgezeichnete Gießbarkeit und Bearbeitbarkeit; gutes Verhältnis von Festigkeit zu Kosten | Allgemeine Automobilgehäuse, Getriebegehäuse, Strukturhalterungen |
| ADC12 | 9,6–12,0 % | 310 MPa | Hervorragende Fließfähigkeit; hervorragend für dünnwandige Abschnitte (0,6–1,2 mm); hohe Dimensionsstabilität | Komplexe Elektronikgehäuse, dünnwandige Übertragungskomponenten, detailreiche Teile |
| A360 | 9,0–10,0 % | 317 MPa | Überlegene Korrosionsbeständigkeit; verbesserte Druckdichtigkeit; bessere Warmfestigkeit | Schiffsanwendungen, Antriebsstrangkomponenten, abgedichtete Gehäuse, die Druckfestigkeit erfordern |
| A383 | 9,5–11,5 % | 310 MPa | Modifizierter A380 mit verbesserter Fließfähigkeit für sehr dünnwandige Teile | Komplizierte dünnwandige Getriebegehäuse |
| A413 | 11,0–13,0 % | 295 MPa | Hervorragende Druckdichtigkeit und Wärmeleitfähigkeit | Fluidführende Bauteile, Wärmetauschergehäuse |
Die Qualitätssicherung für Druckgussteile von Getriebegehäusen basiert auf einem mehrschichtigen Inspektionsansatz, der visuelle, dimensionale und zerstörungsfreie Prüfmethoden (NDT) kombiniert, um sowohl Oberflächen- als auch interne Fehler zu erkennen. Da Getriebegehäuse unter zyklischer Belastung ihre Druckfestigkeit und strukturelle Zuverlässigkeit aufrechterhalten müssen, erreichen Inspektionsprotokolle in der Regel Fehlererkennungsraten von über 99,5 % für kritische Sicherheitsmerkmale.
Porosität in Aluminium-Getriebegehäuse-Druckgussteilen manifestiert sich hauptsächlich als Gasporosität (kugelförmige Hohlräume von 5–50 μm, verursacht durch eingeschlossenen Wasserstoff) und Schrumpfporosität (unregelmäßige Hohlräume von 10–200 μm, verursacht durch Erstarrungskontraktion). Eine wirksame Prävention erfordert einen Ansatz auf Systemebene, der Schmelzvorbereitung, Prozesskontrolle und fortschrittliche Gießtechnologien kombiniert.
Während Aluminiumlegierungen die Produktion von Getriebegehäusen dominieren, bieten Magnesium- und Zinklegierungen überzeugende Alternativen für spezifische Anwendungen, bei denen Gewichtsreduzierung, Dämpfungskapazität oder Kostenerwägungen im Vordergrund stehen.
Magnesium-Druckgussteile bieten 33 % geringere Dichte als Aluminium (1,8 g/cm³ vs. 2,7 g/cm³), was sie für EV-Getriebe attraktiv macht, bei denen jedes Kilogramm die Reichweite beeinflusst. AZ91D bietet eine hervorragende Gießbarkeit und Korrosionsbeständigkeit, während AM60B eine hervorragende Duktilität und Schlagfestigkeit für crashkritische Anwendungen bietet.
Zinklegierungen bieten eine außergewöhnliche Fließfähigkeit und ermöglichen Wandstärken bis zu 0,4 mm und komplexe Endformgeometrien mit minimalen Formschrägen. Zamak 3 bietet eine Zugfestigkeit von 280 MPa bei hervorragender Duktilität (10 % Dehnung). im Vergleich zu Aluminium-Druckgussteilen.
| Material | Dichte (g/cm³) | Zugfestigkeit (MPa) | Maximale Temperatur (°C) | Relative Kosten |
|---|---|---|---|---|
| Aluminium A380 | 2.7 | 324 | 200 | 1,0× (Grundlinie) |
| Magnesium AZ91D | 1.8 | 230 | 120 | 2,5× |
| Zink Zamak 5 | 6.6 | 331 | 120 | 0,8× |
Beim Standard-Aluminiumdruckguss werden Wandstärken von 0,8–1,5 mm für allgemeine Bereiche und 2,0–4,0 mm für strukturelle Montagevorsprünge erreicht. Mit der ADC12-Legierung und optimiertem Anschnitt sind für nichtstrukturelle Merkmale Abschnitte mit einer Dicke von nur 0,6 mm möglich.
Herkömmliche Hochdruckgussteile können aufgrund der inneren Porosität nicht T6-wärmebehandelt werden, was zu Blasenbildung führt. Allerdings Vakuumdruckgussteile mit Porositätsgraden <0,3 % können erfolgreich einer T6-Behandlung unterzogen werden , wodurch Zugfestigkeiten bis zu 380 MPa erreicht werden.
Druckguss wird kostenmäßig wettbewerbsfähig jährliche Volumina von mehr als 5.000–10.000 Einheiten , mit maximaler Wirtschaftlichkeit bei 50.000 Einheiten. Unterhalb dieser Schwelle können Sandguss oder CNC-Bearbeitung trotz höherer Stückkosten wirtschaftlicher sein.
Vakuumsysteme erhöhen die Werkzeugkosten um 15–25 % und die Zykluszeit um 10–15 %, reduzieren aber die Ausschussquote von 8–12 % auf 2–4 % und ermöglichen gleichzeitig Wärmebehandlung und Schweißen. Bei strukturellen Automobilkomponenten sind die Gesamtkostenauswirkungen in der Regel neutral oder positiv, wenn Qualitätsverbesserungen berücksichtigt werden.
Standardoberflächen im Gusszustand erreichen Ra 3,2–6,3 μm. Zu den sekundären Endbearbeitungsoptionen gehören Kugelstrahlen (Ra 1,6–3,2 μm), Eloxieren (dekorativ Typ II oder Hartbeschichtung Typ III), Pulverbeschichtung, E-Beschichtung und Chromatumwandlungsbeschichtung zum Korrosionsschutz.
Beim Druckabfalltest wird ein Luftdruck von 0,3–0,6 MPa auf versiegelte Hohlräume angewendet und ein Druckabfall von <5 % über 30 Sekunden überwacht. Die Helium-Leckprüfung (Empfindlichkeit 10⁻⁶ mbar·l/s) wird für extreme Anforderungen wie Batteriegehäuse von Elektrofahrzeugen oder hermetische Getriebegehäuse eingesetzt.
Bist du bereit zu ZUSAMMENARBEITEN Mit Jieda?
* Ihre E -Mail ist bei uns sicher, wir spam nicht.
Produkte
Kontaktinformationen
nbjd011@126.com
+86-574-86115705
Nr. 58 Mold Road, DAQI Technology Industrial Zone, Bezirk Beilun, Ningbo