Holen Sie sich ein Zitat
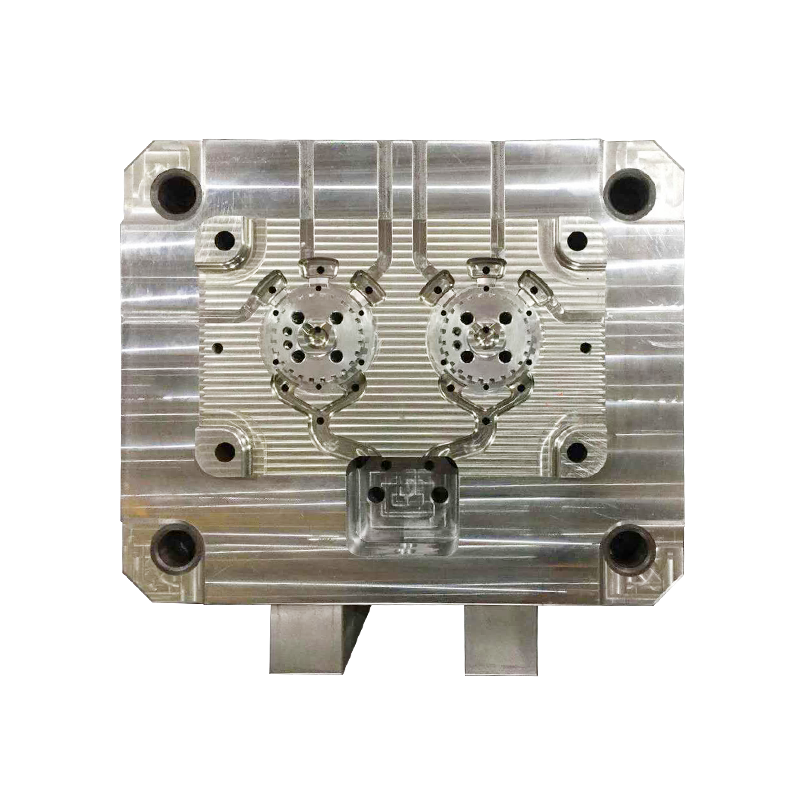
Zinkdruckguss ist ein Hochdruckherstellungsverfahren, bei dem geschmolzene Zinklegierungen in gehärtete Stahlformen eingespritzt werden, um komplexe, präzise Metallkomponenten mit hervorragender Festigkeit und Oberflächengüte herzustellen. Der Prozess läuft im Vergleich zu Aluminium bei relativ niedrigen Temperaturen (380–420 °C) ab, was schnellere Produktionszyklen und eine längere Lebensdauer der Form ermöglicht.
Zinkdruckguss eignet sich ideal für die Massenproduktion von Nichteisenteilen mit engen Toleranzen, während Feinguss sich hervorragend für die Herstellung komplexer Geometrien in Hochtemperaturlegierungen wie Edelstahl eignet.
| Charakteristisch | Zinkdruckguss | Feinguss |
|---|---|---|
| Formmaterial | Gehärteter Stahl (wiederverwendbar) | Keramik (Einweg) |
| Materialbereich | Nichteisenmetalle (Zink, Aluminium) | Eisen- und Nichteisenmetalle (Stahl, Superlegierungen) |
| Toleranz (bis zu 25 mm) | ±0,050 mm | ±0,250 mm |
| Produktionsrate | 3-45 Schüsse/Minute | Stunden pro Teil |
| Werkzeuglebensdauer | 150.000–1.000.000 Schüsse | 1 Schuss pro Form |
| Beste Lautstärke | Hohes Volumen (10.000) | Niedrige bis mittlere Lautstärke |
| Oberflächenbeschaffenheit | Glatt (Ra ≤ 1,0 μm) | Ausgezeichnet |
Beim Druckguss werden mit Mehrschlittenmaschinen Zykluszeiten von bis zu 45 Schüssen pro Minute erreicht, während der Feinguss arbeitsintensive Schritte erfordert, darunter die Erstellung von Wachsmodellen und den Aufbau einer Keramikschale. Für großvolumige Zinkkomponenten bietet Druckguss trotz höherer anfänglicher Werkzeugkosten von 15.000 bis 60.000 US-Dollar eine überlegene Kosteneffizienz.
Zinklegierungen bieten im Vergleich zu Aluminium eine überlegene Schlagfestigkeit, eine bessere Beschichtungshaftung, engere Toleranzen und eine längere Lebensdauer der Form, was sie zur bevorzugten Wahl für kleine bis mittlere Präzisionskomponenten unter 500 g macht.
Für gewichtsempfindliche Anwendungen (Dichte 2,7 g/cm³ gegenüber 6,6 g/cm³ von Zink) und Hochtemperaturumgebungen über 150 °C, in denen sich die mechanischen Eigenschaften von Zink verschlechtern, bleibt Aluminium jedoch bevorzugt.
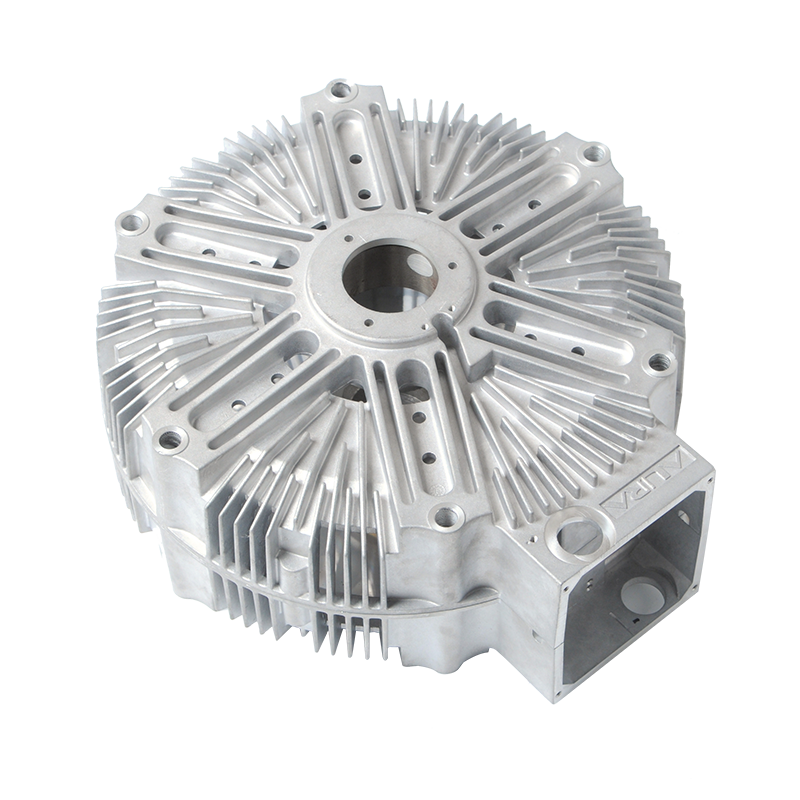
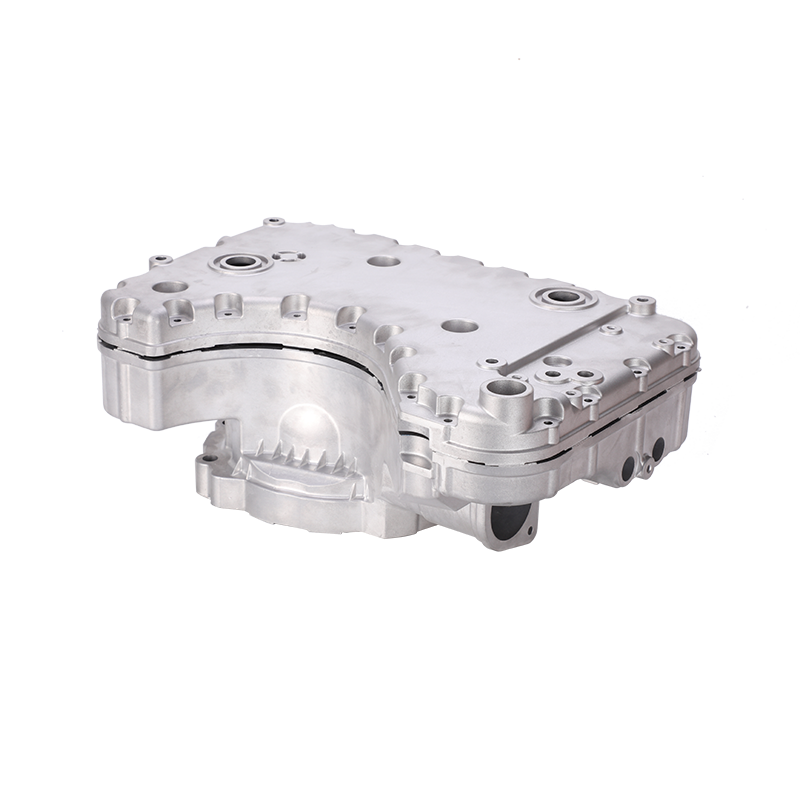
Zinkdruckgussteile werden vorwiegend im Automobilinnenraum, in Elektronikgehäusen, Hardwarekomponenten und Konsumgütern verwendet, wo Präzision, Haltbarkeit und Kosteneffizienz von entscheidender Bedeutung sind.
Zinkdruckgussteile weisen ein hervorragendes Festigkeits-Gewichts-Verhältnis mit Zugfestigkeiten im Bereich von 280 MPa bis 390 MPa, abhängig von der Legierungszusammensetzung, kombiniert mit überlegener Schlagzähigkeit und Härte im Vergleich zu Aluminium-Gegenstücken auf.
| Eigentum | Zamak 3 | Zamak 5 | ZA-8 |
|---|---|---|---|
| Dichte | 6,6 g/cm³ | 6,6 g/cm³ | 6,3 g/cm³ |
| Zugfestigkeit | ~280 MPa | ~330 MPa | ~390 MPa |
| Streckgrenze | ~210 MPa | ~260 MPa | ~320 MPa |
| Dehnung | ~10 % | ~7 % | ~3% |
| Härte (HB) | 82 | 91 | 120 |
| Min. Wandstärke | 0,6–3,0 mm | 0,6–3,0 mm | 1,0–4,0 mm |
| Werkzeuglebensdauer | 500.000–1 Mio. Aufnahmen | Ähnlich | Etwas niedriger |
Zamak 3 bietet das beste Gleichgewicht zwischen Festigkeit und Duktilität bei 10 % Dehnung und ist damit die am häufigsten verwendete Legierung. Zamak 5 bietet eine um 18 % höhere Zugfestigkeit (330 MPa) für anspruchsvollere Strukturanwendungen. ZA-Legierungen mit höherem Aluminiumgehalt bieten eine überlegene Härte (120 HB) und Verschleißfestigkeit für hochbeanspruchte Komponenten.
Durch die schnelle Erstarrung beim Druckguss entsteht eine feine metallurgische Kornstruktur, die Zinkdruckgussteile ausmacht Stärker als sandgegossenes 356-T6-Aluminium, SAE 40-Bronze und Gusseisen der Klasse 30 .
Zinkdruckguss wird wirtschaftlich rentabel 10.000 Stück pro Bestellung , wobei Werkzeugkosten in Höhe von 15.000 bis 60.000 US-Dollar über den gesamten Produktionslauf abgeschrieben werden können. Bei Stückzahlen unter 5.000 Einheiten kann die CNC-Bearbeitung oder der Feinguss kostengünstiger sein.
Nein. Zinklegierungen werden oben nicht für den Dauerbetrieb empfohlen 95–120°C (abhängig von der Legierung), mit absoluten Maxima um 150°C. Oberhalb dieser Temperaturen verschlechtern sich die mechanischen Eigenschaften aufgrund des Kriechens erheblich. Für Hochtemperaturanwendungen werden Aluminium oder Feingussstahl bevorzugt.
Ja. Zinklegierungen sind 100 % recycelbar ohne Qualitätsverlust. Produktionsabfälle, Angusskanäle und Überlaufmaterial können sofort wieder eingeschmolzen und wiederverwendet werden, was die Prinzipien der Kreislaufwirtschaft unterstützt und den Materialabfall im Vergleich zu Bearbeitungsprozessen reduziert.
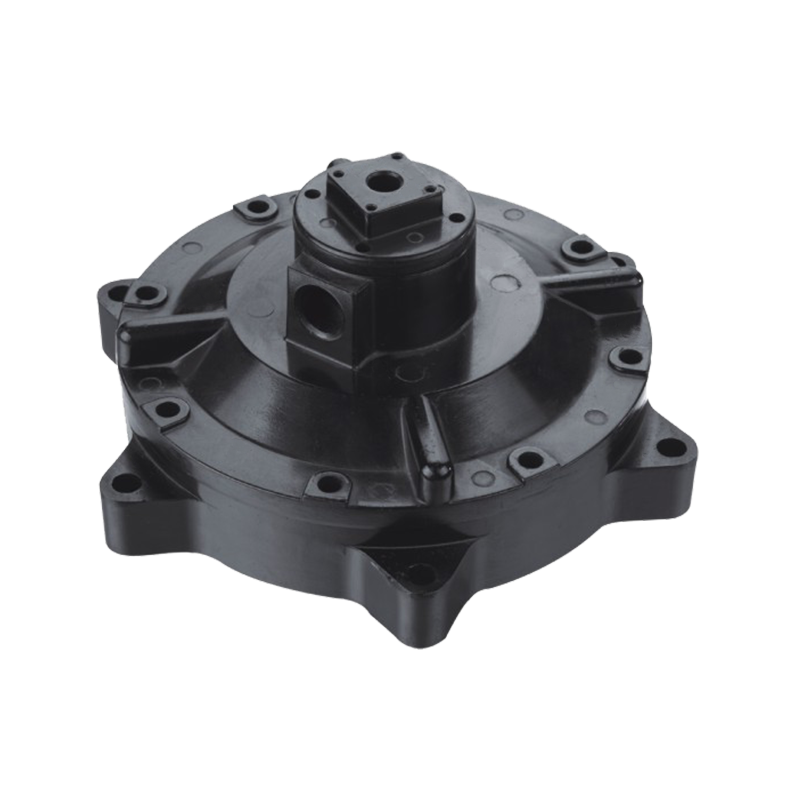
Zinkdruckgussteile lassen sich in einer breiten Palette von Oberflächen bearbeiten, darunter Galvanisieren (Chrom, Nickel, Zink), Pulverbeschichten, Lackieren, Polieren und Sandstrahlen . Die glatte Gussoberfläche (Ra ≤ 1,0 μm) bietet eine hervorragende Grundlage für dekorative Beschichtungen.
Zink hat eine höhere Dichte (6,6 g/cm³) im Vergleich zu Aluminium (2,7 g/cm³), sodass Zinkteile ungefähr 1,5 mm hoch sind 2,4-mal schwerer als gleichwertige Aluminiumkomponenten. Dies macht Aluminium für gewichtskritische Anwendungen vorzuziehen, während Zink für kleine Präzisionsteile bevorzugt wird, bei denen Festigkeit und Gießbarkeit wichtiger sind als das Gewicht.
Beim Standard-Zinkdruckguss werden lineare Toleranzen von erreicht ±0,050 mm für Abmessungen bis 25 mm , ±0,075 mm bis 50 mm und ±0,100 mm bis 75 mm – deutlich enger als ±0,250 mm beim Feinguss im gleichen Bereich. Beim Mehrschieber-Druckguss können noch engere Toleranzen eingehalten werden.
Der Warmkammer-Druckguss ist für Zink vorherrschend, da der Einspritzkolben in der Metallschmelze eingetaucht bleibt, was Zykluszeiten von ermöglicht 12–20 Sekunden und Produktionsraten von bis zu 4–5 Schüssen pro Minute. Dies ist aufgrund des niedrigen Schmelzpunkts von Zink (380–420 °C) und der geringen Korrosivität möglich, wodurch Schäden an Maschinenkomponenten vermieden werden.
Bist du bereit zu ZUSAMMENARBEITEN Mit Jieda?
* Ihre E -Mail ist bei uns sicher, wir spam nicht.
Produkte
Kontaktinformationen
nbjd011@126.com
+86-574-86115705
Nr. 58 Mold Road, DAQI Technology Industrial Zone, Bezirk Beilun, Ningbo