Was ist eine Druckgussform?
A Druckgussform ist ein präzisionsgefertigtes Metallwerkzeug, das geschmolzenes Metall unter hohem Druck (typischerweise 1.500 bis 25.000 psi) in komplexe, endförmige Komponenten mit Toleranzen von nur ±0,002 Zoll (±0,05 mm) formt. Es dient als kritische Schnittstelle zwischen der Druckgussmaschine und dem Endprodukt und bestimmt die Teilequalität, Maßgenauigkeit und Produktionseffizienz.
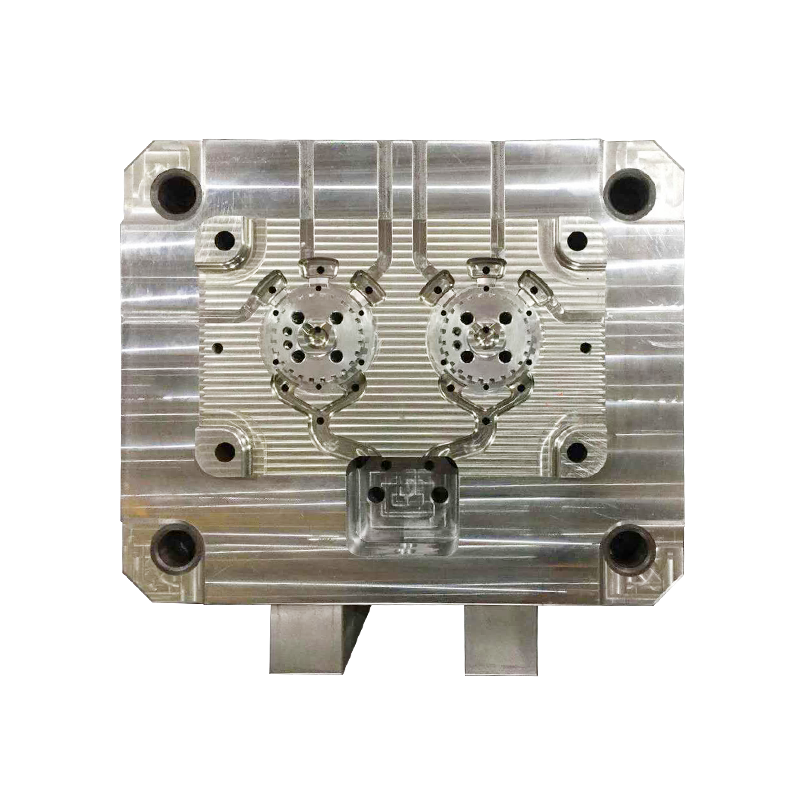
Im Gegensatz zum Sandguss oder Feinguss sind Druckgussformen wiederverwendbare Werkzeuge das produzieren kann 100.000 bis 1.000.000 Schüsse bevor ein Austausch erforderlich ist, je nachdem Material und Design. Die Form besteht aus zwei Hälften – der stationären Deckmatrize und der beweglichen Auswerfermatrize – die sich schließen, um einen Hohlraum zu bilden, der der gewünschten Teilegeometrie entspricht.
Hauptmerkmale
- Material: Hochwertige Werkzeugstähle wie H13 (1.2344), 8407 oder DIEVAR, wärmebehandelt auf 44–48 HRC für ein optimales Gleichgewicht zwischen Härte und Zähigkeit.
- Betriebstemperatur: Die Oberflächentemperaturen des Hohlraums reichen von 150 °C bis 260 °C (300 °F bis 500 °F) für Aluminium und bis zu 370 °C (700 °F) für Zinklegierungen.
- Cycle Time: Typische Produktionszyklen liegen zwischen 30 Sekunden und 2 Minuten und ermöglichen eine Großserienfertigung von 500 bis 2.000 Aufnahmen pro Tag.
Kernstrukturkomponenten einer Druckgussform
Die Funktionsintegrität einer Druckgussform beruht auf dem Zusammenwirken von sechs wesentlichen Komponentensystemen. Jede Komponente befasst sich mit spezifischen thermischen, mechanischen und betrieblichen Herausforderungen, die mit der Hochdruck-Metallinjektion einhergehen.
| Komponente | Funktion | Kritische Spezifikationen |
|---|---|---|
| Hohlraum und Kerne | Definieren Sie Teilegeometrie und interne Merkmale | Toleranz: ±0,001 Zoll; Oberflächengüte: 16–32 μin Ra |
| Angussbuchse | Leiten Sie geschmolzenes Metall aus der Maschinendüse ab | Gehärtet auf 50–52 HRC; 3-5° Entformungswinkel |
| Läufersystem | Verteilen Sie das Metall an die Hohlraumtore | Trapezförmiger Querschnitt; Geschwindigkeit: 30-60 m/s |
| Kühlkanäle | Regulieren Sie den Wärmehaushalt und die Verfestigung | Durchmesser: 8–12 mm; Abstand vom Hohlraum: 1,5-3× Durchmesser |
| Ejector System | Erstarrten Guss aus der Form nehmen | Stiftdurchmesser: 3–8 mm; 1-3° Konizität; Typischerweise 20–30 Pins |
| Entlüftungssystem | Luft verdrängen und Gasporosität verhindern | Tiefe: 0,05–0,15 mm; Gesamte Entlüftungsfläche: 20–30 % der Torfläche |
Wärmemanagement-Architektur
Das Kühlkanalnetz stellt die komplexeste Designherausforderung dar. Unsachgemäße Kühlung verursacht 60–70 % der schimmelbedingten Qualitätsmängel. Moderne Formen verwenden konforme Kühlkanäle, die den Hohlraumkonturen folgen und so die Zykluszeiten im Vergleich zu herkömmlichen, gerade gebohrten Kanälen um 20–40 % verkürzen. Beispielsweise konnte mit einer Getriebegehäuseform mit konformer Kühlung die Zykluszeit von 85 Sekunden auf 52 Sekunden verkürzt und gleichzeitig die Maßhaltigkeit um 35 % verbessert werden.
Häufige Mängel und Fehlerbehebung
Ungefähr 85 % der Druckgussfehler sind auf Probleme im Zusammenhang mit der Form und nicht auf Maschinenparameter oder die Materialqualität zurückzuführen. Das Verständnis der Grundursachen ermöglicht eine schnelle Diagnose und Korrekturmaßnahmen.
Porosität und Gaseinschluss
Porositätsgrade von mehr als 3–5 Vol.-% machen Teile typischerweise für strukturelle Anwendungen ungeeignet. Zu den Hauptursachen gehören eine unzureichende Entlüftung (Entlüftungsöffnungen sind durch Schmierstoffrückstände oder Aluminiumablagerungen verstopft), eine zu hohe Einspritzgeschwindigkeit, die zu Turbulenzen führt, und eine schlechte Anschnittkonstruktion, die zu Lufteinschlüssen führt. Schritte zur Fehlerbehebung: Erhöhen Sie die Entlüftungstiefe auf 0,10–0,15 mm, reduzieren Sie die Kolbengeschwindigkeit von 4 m/s auf 2,5 m/s während der Hohlraumfüllphase und verschieben Sie die Anschnitte, um eingeschlossene Luftzonen zu vermeiden.
Kaltverschluss- und Fließmarkierungen
Kalte Schließungen treten auf, wenn zwei Metallfronten unterhalb der Schmelztemperatur (ca. 1.100 °F/593 °C für Aluminium) aufeinandertreffen. Eine Erhöhung der Werkzeugtemperatur um 50 °F (28 °C) verhindert häufig Kaltabschlüsse ohne Parameteränderungen. Stellen Sie sicher, dass die Kühlkanäle eine Gleichmäßigkeit von ±5 °F (±3 °C) über die Hohlraumoberfläche aufweisen. Fließspuren deuten auf eine vorzeitige Erstarrung hin; Zu den Lösungen gehört die Erhöhung der Metalltemperatur um 14–28 °C (25–50 °F) oder die Vergrößerung der Anschnittdicke um 0,5–1,0 mm.
Maßungenauigkeit
Aluminiumlegierungen schrumpfen während der Erstarrung um 4,5–5,5 %; Zinklegierungen schrumpfen um 0,6–0,8 %. Formkonstrukteure müssen Schrumpfungszugaben kompensieren, die genau auf die Legierungszusammensetzung abgestimmt sind. For example, A380 aluminum requires 5.0% linear shrinkage compensation, while Zamak 3 zinc requires only 0.7%. Maßabweichungen während der Produktion weisen häufig auf ein thermisches Ungleichgewicht hin. Stellen Sie sicher, dass die Durchflussraten im Kühlkanal mehr als 2 Gallonen pro Minute (7,6 l/min) pro Kreislauf betragen.
Warum Formen Grate und Risse entwickeln
Grate (Gratgrate) und Risse stellen die beiden kostspieligsten Formversagensarten dar und sind für 45 % der ungeplanten Formwartungen verantwortlich. Für die Prävention ist es wichtig, ihre metallurgischen und mechanischen Ursprünge zu verstehen.
Mechanismus der Gratbildung
Grate entstehen, wenn geschmolzenes Metall in Lücken zwischen den Passflächen eindringt, die größer als 0,05 mm (0,002 Zoll) sind. Die Dicke des Grats nimmt exponentiell mit der Spaltgröße zu: Ein Spalt von 0,10 mm erzeugt einen Grat, der viermal dicker ist als ein Spalt von 0,05 mm. Zu den Hauptursachen gehören:
- Spannkraftmangel: Eine unzureichende Maschinentonnage ermöglicht eine Formtrennung. Erforderliche Spannkraft = projizierte Teilfläche (in²) × Einspritzdruck (psi) × Sicherheitsfaktor (1,2–1,5).
- Verschleiß der Trennfuge: Nach 50.000 bis 100.000 Zyklen kommt es auf den Trennfugenoberflächen zu Mikroerosion durch Temperaturwechsel und abrasiven Metallfluss, wodurch Leckpfade entstehen.
- Thermischer Verzug: Ungleichmäßige Erwärmung führt bei großen Formen (über 20 Zoll) zu einer Durchbiegung von 0,02 bis 0,08 mm, wodurch Lücken an den Ecken entstehen.
Dynamik der Rissausbreitung
Hitzerisse (thermische Ermüdungsrisse) beginnen nach 5.000–20.000 Zyklen in Zonen mit hoher Hitze und breiten sich mit 0,1–0,5 mm pro 1.000 Zyklen aus. Der Mechanismus beinhaltet zyklische thermische Spannungen: Die Hohlraumoberflächen erwärmen sich während des Einspritzens auf 600–800 °F (315–427 °C) und werden dann während des Abkühlens auf 300–400 °F (150–200 °C) abgeschreckt. Dieser Temperaturwechsel von 300–400 °F führt zu Druckspannungen beim Erhitzen und Zugspannungen beim Abkühlen, wodurch die Ermüdungsgrenze des Materials überschritten wird.
Crack-Standorte konzentrieren sich auf:
- Scharfe Innenecken (Spannungskonzentrationsfaktor K t > 3,0)
- Anschnittbereiche, in denen geschmolzenes Metall direkt mit einer Geschwindigkeit von 30–60 m/s auftrifft
- Dünnwandige Abschnitte (<3 mm) mit schneller Wärmeableitung
- Löcher in den Auswerferstiften führen zu Spannungserhöhungen
Verlängerung der Lebensdauer von Druckgussformen
Durch die Implementierung umfassender Strategien zur Lebensdauerverlängerung kann die Lebensdauer der Form von 100.000 Schüssen auf 300.000 Schüsse erhöht werden, wodurch die Werkzeugkosten pro Teil um 60–70 % gesenkt werden.
Materialauswahl und Wärmebehandlung
Premium H13 steel with electro-slag remelting (ESR) reduces non-metallic inclusions by 90%, extending crack initiation life by 40%. Optimieren Sie die Wärmebehandlung, um eine Härte von 46–48 HRC mit 12–14 % Restaustenit zu erreichen für optimale Zähigkeit. Ionennitrieren bis zu einer Tiefe von 0,15–0,25 mm erhöht die Oberflächenhärte auf 65–70 HRC und widersteht Erosion, während das Substrat duktil bleibt.
Wärmemanagementprotokolle
Halten Sie die Oberflächentemperatur der Kavität innerhalb von ±15 °F (±8 °C) des Zielwerts mithilfe einer Kühlregelung mit geschlossenem Regelkreis. Durch die Implementierung der Impulskühlung (intermittierender Kühlmittelfluss) wird der Thermoschock im Vergleich zum kontinuierlichen Fluss um 30 % reduziert. Formen vor der Produktion auf 120–175 °C (250–350 °F) vorheizen, um den anfänglichen Thermoschock zu minimieren; Ein „Kaltstart“ verkürzt die erwartete Lebensdauer um 25–30 %.
Instandhaltung und Oberflächentechnik
Eine geplante Wartung alle 10.000–15.000 Schüsse verhindert katastrophale Ausfälle. Zu den wichtigsten Praktiken gehören:
- Risssicherung: Wärmerisse mit einer Tiefe von mehr als 0,5 mm ausschleifen und durch WIG-Schweißen mit passendem Füllmaterial reparieren, gefolgt von einem Spannungsarmglühen bei 25 °F (14 °C) unter der ursprünglichen Anlasstemperatur.
- Oberflächenbeschichtungen: PVD-Beschichtungen (Physical Vapour Deposition) aus TiAlN oder CrN (2–4 μm Dicke) reduzieren das Löten von Aluminium um 80 % und verlängern die Polierintervalle von 5.000 auf 15.000 Schüsse.
- Schmierungsoptimierung: Tragen Sie Gleitmittel auf Wasserbasis in einem Verdünnungsverhältnis von 1:80–1:120 auf; Zu viel Schmiermittel führt zu Ablagerungen und Porosität, während eine unzureichende Anwendung die Erosion beschleunigt.
Design für Langlebigkeit
Designentscheidungen bestimmen 70 % des Lebensdauerpotenzials von Formen. Kritische Richtlinien:
- Halten Sie an allen Innenecken einen Radius von mindestens 1,5 mm ein (reduziert die Spannungskonzentration um 60 %).
- Begrenzen Sie das Verhältnis von Kernlänge zu Durchmesser auf 4:1, um durch Verformung verursachte Grate zu verhindern
- Positionieren Sie die Kühlkanäle mit einem Durchmesser von 1,5–2,0× von der Hohlraumoberfläche, um eine optimale Wärmeableitung ohne strukturelle Schwächung zu gewährleisten
FAQ zu Druckgussformen
Was ist die typische Kostenspanne für eine Druckgussform?
Die Kosten für Druckgussformen reichen von 15.000 US-Dollar für einfache Zinkteile bis zu 250.000 US-Dollar für komplexe Automobilgetriebegehäuse. Aluminum molds typically cost 20-30% more than zinc molds due to higher thermal stresses requiring more robust construction. Prototype molds using P20 steel (instead of H13) reduce initial costs by 40-50% but limit production to 10,000-20,000 shots.
Wie lange dauert die Herstellung einer Druckgussform?
Die Standardvorlaufzeiten für Formen betragen 8–16 Wochen. je nach Komplexität: Einfache Zweiplattenformen benötigen 6–8 Wochen, während komplexe Schieber und Abschraubmechanismen die Zeitspanne auf 14–20 Wochen verlängern. Rush-Programme mit parallelen Bearbeitungsvorgängen können diesen Wert um 30–40 % reduzieren, bei einem Kostenaufschlag von 15–25 %.
Können Druckgussformen nach der Erstproduktion noch verändert werden?
Modifikationen sind machbar, aber kostspielig: Schweißen und Neubearbeitung der Hohlraumoberflächen kosten 15–25 % des ursprünglichen Formpreises. während das Hinzufügen von Folien oder das Ändern von Trennlinien oft mehr als 50 % der ursprünglichen Kosten ausmacht. Design for Change (herausnehmbare Einsätze) ermöglicht Geometrieaktualisierungen für 5–10 % der Formkosten. Planen Sie während des Produktlebenszyklus 2-3 technische Änderungsaufträge (ECOs) ein.
Was ist der Unterschied zwischen herkömmlichen und Vakuum-Druckgussformen?
Vakuum-Druckgussformen verfügen über versiegelte Trennfugen und Entlüftungssysteme, die einen Hohlraumdruck von <50 mbar erreichen können. Reduzierung der Porosität von 3-5 % auf <1 % und Ermöglichung wärmebehandelbarer Gussteile. Zu den zusätzlichen Kosten gehören Vakuumventile (2.000–5.000 US-Dollar), abgedichtete Auswerfersysteme und präzise Bearbeitungstoleranzen (±0,01 mm auf Trennflächen). Vakuumformen sind für strukturelle Automobilkomponenten, die eine T6-Wärmebehandlung erfordern, unerlässlich.
Wie stellt man fest, wann eine Form das Ende ihrer Lebensdauer erreicht hat?
Zu den Kriterien für das Ende der Lebensdauer gehören: Maßabweichungen, die die Toleranzbereiche überschreiten (normalerweise ± 0,005 Zoll), Rissdichte von mehr als 5 Rissen pro Quadratzoll in kritischen Bereichen oder Reparaturkosten, die 40 % der Wiederbeschaffungskosten übersteigen. Viele Formen werden vor der Ausmusterung drei bis fünf Mal umfassend überholt (Schweißen, erneute Bearbeitung, erneutes Nitrieren), wodurch sich die Gesamtlebensdauer auf 500.000 Schuss erhöht. Verfolgen Sie die kumulierten Reparaturkosten; Wenn die jährliche Wartung den Wertverlust einer neuen Form übersteigt, ist ein Austausch wirtschaftlich gerechtfertigt.