Holen Sie sich ein Zitat
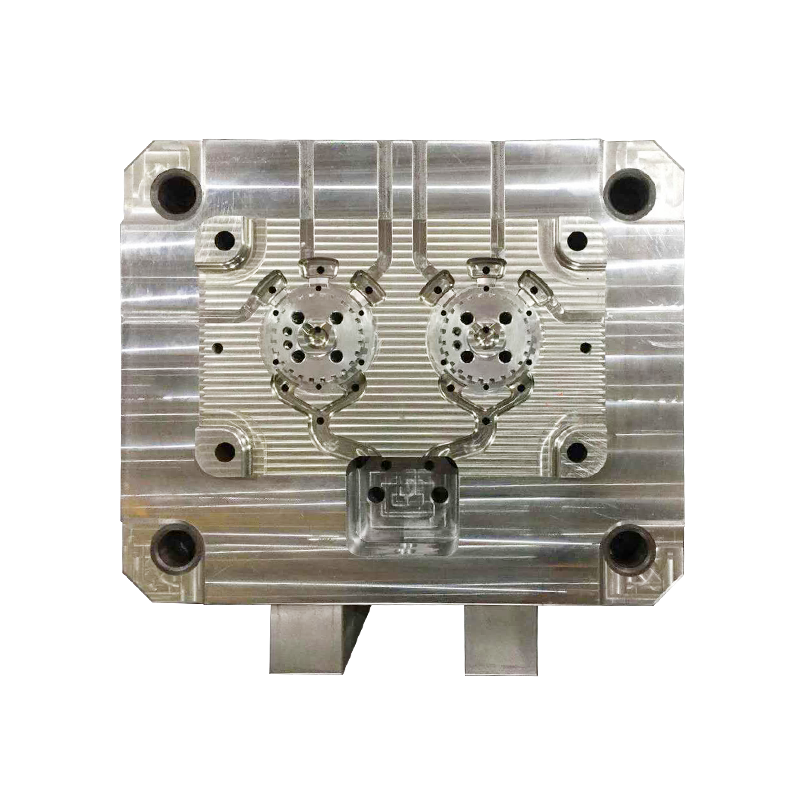
1. Formvorbereitung und Montage
Die vorgefertigten oberen und unteren Formhälften werden darauf montiert Druckguss von Autoteilen auf die Druckplatte der Maschine und sorgt für einen festen Sitz und ein sicheres Einrasten.
Um das Anhaften von Metall zu verhindern, wird häufig eine feuerfeste Beschichtung auf die Oberfläche des Formhohlraums aufgesprüht oder die Oberfläche wird sauber gebürstet.
2. Erhitzen und Einspritzen von geschmolzenem Metall
Die Aluminium- oder Magnesiumlegierung wird in einem Ofen auf eine geeignete Schmelztemperatur (ca. 600–700 °C) erhitzt und dann mithilfe eines Hochdruckeinspritzsystems mit hoher Geschwindigkeit und gleichmäßig in den Formhohlraum eingespritzt.
Durch die Hochdruckinjektion können komplexe Hohlräume in kürzester Zeit gefüllt werden und eine gleichmäßige Wandstärke gewährleistet werden.
3. Schnelle Abkühlung und Erstarrung
Nach dem Eintritt in den Formhohlraum wird das Metall durch das Kühlsystem der Form (normalerweise Wasser- oder Ölkühlung) sofort schnell abgekühlt und bildet eine dichte kristalline Struktur.
Die schnelle Erstarrung ist ein wichtiger Schritt zur Erzielung feiner Wandstärken und hoher Maßgenauigkeit.
4. Öffnen der Form und Entfernen der Teile
Nachdem das Metall vollständig erstarrt ist, wird die Form geöffnet und das heiße Teil mithilfe einer Auswerfervorrichtung ausgeworfen.
Nach dem Entfernen werden die notwendigen Entgratungen, Reinigungen und Oberflächenbehandlungen durchgeführt, um den späteren Montageanforderungen gerecht zu werden.
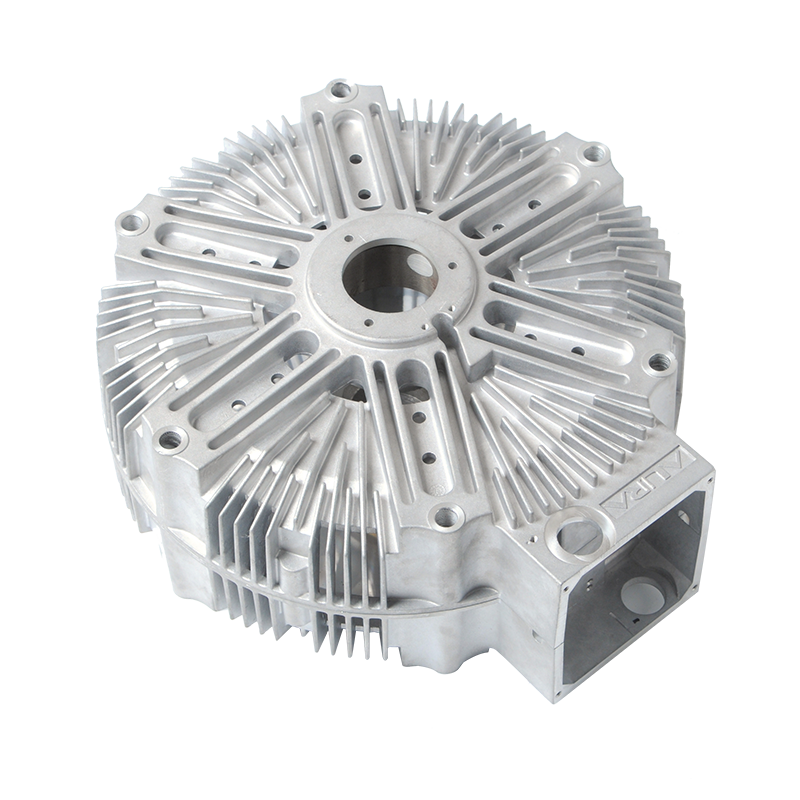
Wie verbessert Druckguss die Festigkeit und Haltbarkeit von Autoteilen? Mechanismen des Druckgusses zur Verbesserung von Festigkeit und Haltbarkeit
1. Feine Kornstruktur
Durch Hochdruckinjektion und schnelles Abkühlen bildet die Legierung beim Erstarren feine und gleichmäßige Körner. Feine Körner verbessern die Streckgrenze und Ermüdungslebensdauer des Materials erheblich.
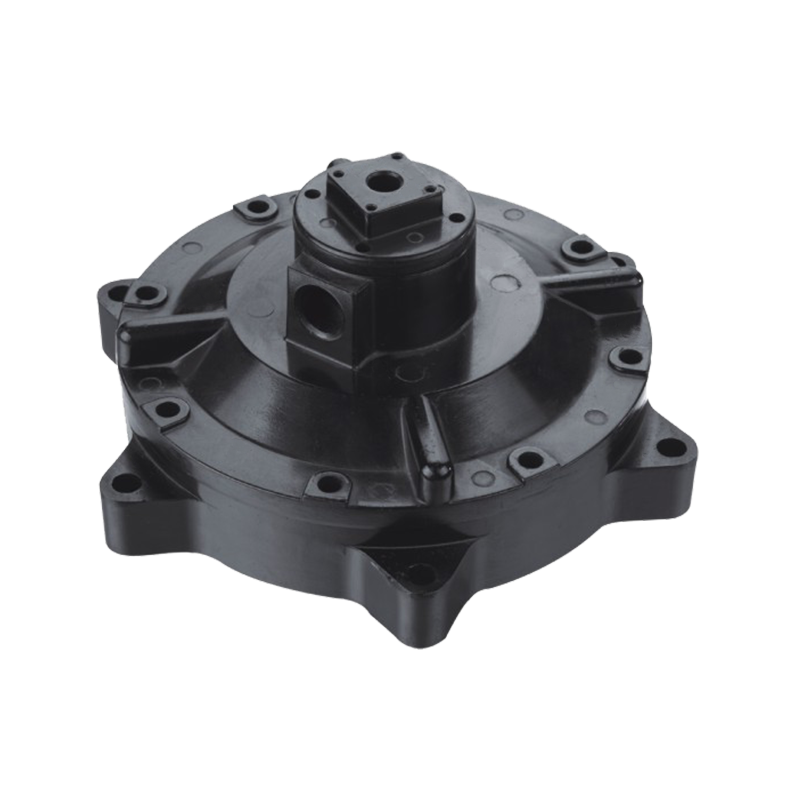
2. Hervorragende Oberflächenbeschaffenheit und Maßgenauigkeit
Beim Druckguss entstehen endkonturnahe Gussteile mit geringer Oberflächenrauheit und kleinen Maßfehlern, wodurch die Spannungskonzentration bei der anschließenden Bearbeitung und Montage reduziert und so die Gesamthaltbarkeit verbessert wird.
3. Rationales Rippen- und Verstärkungsrippenlayout
Während der Formkonstruktionsphase wird durch die Optimierung der Rippenformen (z. B. Sechsecke und Trapeze) eine gleichmäßige Spannungsverteilung erreicht und eine lokale Spannungskonzentration vermieden, die zu Rissen oder Verformungen führen könnte. Ein gutes Strukturdesign verbessert direkt die Schlagfestigkeit und Ermüdungsbeständigkeit des Teils.
4. Kontrolle von Porosität und Defekten
Durch präzise Prozessparameter (Einspritzgeschwindigkeit, Haltezeit, Abkühlrate) und ein Gasentlüftungssystem werden interne Defekte wie Porosität und Lunker minimiert, um die Dichte und Zuverlässigkeit der Gussteile sicherzustellen.
Bist du bereit zu ZUSAMMENARBEITEN Mit Jieda?
* Ihre E -Mail ist bei uns sicher, wir spam nicht.
Produkte
Kontaktinformationen
nbjd011@126.com
+86-574-86115705
Nr. 58 Mold Road, DAQI Technology Industrial Zone, Bezirk Beilun, Ningbo